
1. Giới thiệu
Máy làm gạch xi măng thủ công đã trở thành trụ cột của ngành xây dựng quy mô nhỏ đến trung bình, mang lại khả năng sản xuất gạch và khối xi măng dễ tiếp cận, tiết kiệm chi phí cho các dự án dân dụng, thương mại và đô thị. Khác với các máy tự động hoặc thủy lực, những thiết bị này dựa vào lực cơ học vận hành bằng tay—sử dụng tay quay, hệ thống đòn bẩy hoặc nén thủ công—để định hình xi măng, cát, cốt liệu và nước thành các khối bền vững, đồng nhất. Đối với các nhà phân phối, bán buôn và người mua hoạt động trong không gian B2B, máy làm gạch xi măng thủ công đại diện cho một danh mục sản phẩm có nhu cầu cao, được thúc đẩy bởi các xu hướng toàn cầu như phát triển nông thôn, sáng kiến nhà ở giá rẻ, kinh doanh quy mô nhỏ và bảo trì cơ sở hạ tầng. Những máy này đặc biệt phù hợp với các khu vực có nguồn điện hạn chế, ngân sách eo hẹp hoặc nhu cầu sản xuất không liên tục, cung cấp giải pháp thay thế thiết thực cho việc trộn và xếp gạch thủ công tốn nhiều sức lao động.
2. Công Nghệ Lõi và Cơ Chế Hoạt động của Máy Làm Gạch Xi Măng Thủ Công
2.1 Cách thức hoạt động của máy làm gạch xi măng thủ công
Máy làm gạch xi măng thủ công hoạt động dựa trên các nguyên lý cơ khí đơn giản nhưng hiệu quả, ưu tiên tính dễ sử dụng và độ tin cậy hơn là tự động hóa. Việc hiểu rõ quy trình vận hành của chúng là rất quan trọng đối với các bên liên quan trong mô hình B2B để hướng dẫn khách hàng và chứng minh giá trị sản phẩm.
- Chuẩn bị Nguyên liệu Thô:
- Hỗn hợp gạch xi măng thường bao gồm xi măng (10-15%), cát (30-40%), cốt liệu thô (25-35%) và nước (10-15%). Tỷ lệ này thay đổi theo loại khối: gạch đặc cần hàm lượng xi măng cao hơn (15%) để đảm bảo độ bền, trong khi khối rỗng sử dụng nhiều cốt liệu hơn (35%) để giảm trọng lượng.
- Vật liệu phải được trộn khô trước (2-3 phút) để đảm bảo phân bố xi măng đồng đều, sau đó từ từ thêm nước để đạt được độ sệt phù hợp—đủ cứng để giữ hình dạng trong khuôn (giá trị độ sụt: 10-20mm) nhưng không quá khô khiến việc đầm nén khó khăn.
- Máy thủ công yêu cầu cốt liệu đã được sàng trước (kích thước hạt tối đa: 10mm) để tránh tắc khuôn và đảm bảo việc đầm nén được trơn tru.
- Tải và Cân Bằng Khuôn:
- Thiết kế khuônKhuôn thép hoặc nhôm thay thế lẫn nhau (sai số ±0,5mm) xác định hình dạng và kích thước viên gạch - các kích thước phổ biến bao gồm 240×115×57mm (gạch đặc), 390×190×190mm (gạch rỗng) và 200×100×60mm (gạch lát vỉa). Khuôn được trang bị lõi tháo rời để sản xuất gạch rỗng.
- Quá trình tảiHỗn hợp xi măng được xúc bằng tay vào khuôn, đổ đầy đến miệng khuôn. Người vận hành dùng thước gạt (gỗ hoặc kim loại) để san phẳng bề mặt, loại bỏ phần thừa nhằm đảm bảo độ cao khối đồng đều.
- Nén Thủ Công:
- Nén Dựa trên Đòn BẩyHầu hết các máy thủ công sử dụng hệ thống đòn bẩy—người vận hành đẩy xuống một đòn bẩy chịu lực để tạo lực nén (5-10 kN) lên khuôn. Đòn bẩy khuếch đại sức người (lợi thế cơ học: 5:1 đến 8:1) để đạt độ đặc cần thiết (1800-2000 kg/m³) cho độ bền của khối xi măng.
- Máy Nén Tay QuayMột số mẫu có tay quay dẫn động trục vít, đẩy một tấm ép vào khuôn. Thiết kế này cho phép áp lực được kiểm soát tốt hơn, lý tưởng để sản xuất các khối chính xác như gạch lát vỉa hè.
- Đầm nénCác mô hình cơ bản sử dụng một bàn đầm thủ công (tấm kim loại có tay cầm) để nén chặt vật liệu—người vận hành đập lên bề mặt 3-5 lần để loại bỏ các lỗ rỗng khí (tỷ lệ lỗ rỗng <5% cho các khối xây kết cấu).
- Tháo khuôn và Đóng rắn:
- Chất tách khuônSau khi nén (30-60 giây mỗi khối), người vận hành sử dụng cần gỡ hoặc gõ nhẹ vào thành khuôn để làm lỏng khối. Khuôn có thể có các cạnh vát hoặc được phủ dầu (dầu thực vật hoặc dầu máy) để chống dính.
- Xử Lý Khối XanhKhối "xanh" vừa được nén chặt được nâng hoặc trượt thủ công lên giá bảo dưỡng. Các khối xanh có cường độ ban đầu thấp (10-15% so với cường độ cuối cùng) và phải được xử lý cẩn thận để tránh nứt vỡ.
- Chữa bệnhCác khối bê tông cần 7-28 ngày bảo dưỡng trong môi trường tự nhiên—giữ ẩm (phun nước 2-3 lần mỗi ngày) để tránh khô nhanh. Một số cơ sở sản xuất nhỏ lẻ sử dụng màng nhựa để giữ ẩm, giúp tăng cường độ nhanh hơn.
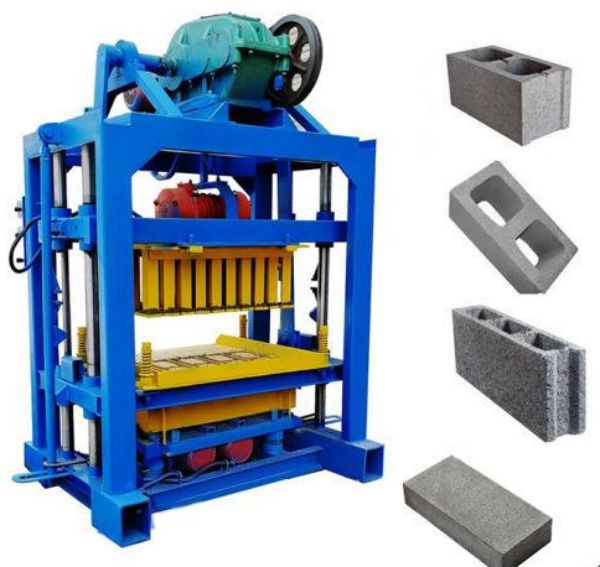
2.2 Các thành phần chính của máy làm gạch xi măng thủ công
Máy làm gạch xi măng thủ công được thiết kế để bền bỉ và đơn giản, với các thành phần được chế tạo để chịu được cường độ sử dụng cao và yêu cầu bảo trì tối thiểu. Các bên liên quan trong mô hình B2B nên đánh giá những thành phần này khi tìm nguồn thiết bị:
- Khung và Khung gầm:
- Vật liệu: Heavy-duty steel (5-8mm thick) frame with a stable base (weight: 50-150 kg) to prevent tipping during compaction. The frame is typically powder-coated or painted to resist rust from cement dust and moisture.
- Stability Features: Rubber feet or bolt-down holes to secure the machine to the ground, reducing vibration during lever operation.
- Mold System:
- Mold Material: Steel molds (preferred for durability, lifespan: 10,000-20,000 cycles) or aluminum molds (lighter, cheaper, lifespan: 5,000-10,000 cycles). Molds are removable for cleaning and replacement.
- Core Inserts: For hollow blocks, removable steel cores (2-4 per mold) create cavities that reduce weight and material usage. Cores are secured to the mold top plate for easy alignment.
- Mold Locking: Quick-release clamps or latches to secure the mold during compaction, ensuring block dimensional accuracy.
- Cơ Chế Nén:
- Lever Assembly: High-strength steel lever (length: 1.5-2 meters) with a comfortable grip. The lever is attached to a pivot point on the frame, with a compaction plate (steel, diameter: 150-200mm) at the bottom.
- Crank Mechanism: For crank-operated models, a cast-iron crank with a threaded rod that drives the compaction plate. The rod is lubricated to reduce friction.
- Tamping Tool: For basic models, a solid steel tamper (weight: 3-5 kg) with a flat or textured base to improve compaction.
- Auxiliary Components:
- Mixing Tray: Integrated or separate steel tray (capacity: 50-100 liters) for on-site material mixing, reducing the need for additional equipment.
- Measuring Tools: Included scoops or buckets for consistent material batching (e.g., 1 bucket cement, 3 buckets sand, 2 buckets aggregate).
- Curing Racks: Optional steel racks (4-6 tiers) to store green blocks during curing, saving space.
2.3 Machine Types by Design and Production Capacity
Manual cement brick block making machines are segmented by compaction method and production scale, allowing B2B stakeholders to match client needs:
2.3.1 Lever-Action Manual Cement Brick Block Making Machines
- Năng lực sản xuất: 200-500 blocks/day (8-hour shift, 1 operator).
- Tính năng chính: Single or double mold cavity, lever-based compaction (5-8 kN force), steel frame, interchangeable molds, integrated mixing tray.
- Phạm vi giá: $500-$2,000 (wholesale).
- Khách hàng mục tiêu: Small-scale contractors, rural entrepreneurs, community projects, low-cost housing initiatives.
- Pros: Low cost, easy to operate, minimal maintenance, no electricity required.
- Cons: Moderate production capacity, physical effort required (suitable for operators with basic strength).
2.3.2 Crank-Operated Manual Cement Brick Block Making Machines
- Năng lực sản xuất: 300-700 blocks/day (8-hour shift, 1 operator).
- Tính năng chính: Single to quadruple mold cavity, crank-driven compaction (8-10 kN force), precision compaction plate, adjustable mold height, rust-resistant frame.
- Phạm vi giá: $1,000-$3,500 (wholesale).
- Khách hàng mục tiêu: Medium-scale brick yards, local construction firms, municipal maintenance teams.
- Pros: Higher compaction control, faster cycle time (1-2 minutes per block), produces uniform blocks with consistent strength.
- Cons: Slightly higher cost, requires more storage space than lever-action models.
2.3.3 Tamping-Type Manual Cement Brick Block Making Machines
- Năng lực sản xuất: 100-300 blocks/day (8-hour shift, 1-2 operators).
- Tính năng chính: Simple mold design, manual tamper for compaction, lightweight (30-50 kg), easy to transport.
- Phạm vi giá: $300-$1,200 (wholesale).
- Khách hàng mục tiêu: Micro-entrepreneurs, remote construction sites, emergency housing projects.
- Pros: Ultra-low cost, highly portable, no mechanical parts (minimal maintenance).
- Cons: Lowest production capacity, most physical effort required, less uniform block quality.
2.3.4 Semi-Manual Cement Brick Block Making Machines
- Năng lực sản xuất: 500-1,000 blocks/day (8-hour shift, 1 operator).
- Tính năng chính: Manual loading and demolding, electric-powered compaction (small 0.5-1 HP motor), lever 辅助,higher compaction force (10-12 kN).
- Phạm vi giá: $1,500-$4,000 (wholesale).
- Khách hàng mục tiêu: Small brick factories, urban contractors with limited electricity access.
- Pros: Higher production capacity, reduced physical effort, consistent compaction.
- Cons: Requires electricity (110V/220V), slightly higher maintenance (motor upkeep).
3. Cement Mix Optimization and Block Quality Control
3.1 Cement Mix Design for Manual Machines
Manual cement brick block making machines rely on precise mix design to compensate for the lack of automated compaction—poor mix quality directly impacts block strength, durability, and finish. B2B stakeholders should educate purchasers on optimal mix ratios:
- Base Mix Ratios (by Volume):
- Solid Cement Bricks (Structural): 1 part cement : 3 parts sand : 2 parts coarse aggregate : 0.5 parts water. Compressive strength: 10-15 N/mm², suitable for load-bearing walls.
- Hollow Cement Blocks: 1 part cement : 3.5 parts sand : 2.5 parts coarse aggregate : 0.45 parts water. Compressive strength: 7-10 N/mm², suitable for non-load-bearing walls.
- Cement Pavers: 1 part cement : 2.5 parts sand : 1.5 parts fine aggregate : 0.5 parts water. Compressive strength: 15-20 N/mm², suitable for walkways and light-traffic areas.
- Economy Mix (Low-Cost Housing): 1 part cement : 4 parts sand : 3 parts coarse aggregate : 0.4 parts water. Compressive strength: 5-7 N/mm², suitable for temporary structures or internal walls.
- Additives to Enhance Performance:
- Chất hóa dẻo: 0.1-0.2% of cement weight (e.g., naphthalene-based) to reduce water content by 10-15%, improving compaction density and reducing cracking.
- Tro bay: 10-20% replacement of cement to lower costs and improve workability (ideal for manual mixing, as it reduces stickiness).
- Chanh: 2-3% of total mix to accelerate setting time and improve bond strength between particles.
- Waterproofing Agents: 0.5-1% (e.g., bitumen emulsion) to reduce water absorption (critical for outdoor blocks, target absorption: <15%).
- Mix Consistency Guidelines:
- The mix should hold its shape when squeezed in the hand (no crumbling, no excess water oozing out).
- Avoid over-mixing (leads to air entrapment) or under-mixing (uneven cement distribution).
- For manual machines, slightly wetter mixes (14-15% water) are easier to load into molds, but excess water causes block slumping.
3.2 Block Quality Control for Manual Production
Manual cement brick block making machines require hands-on quality control to ensure consistency—B2B stakeholders should emphasize these practices to purchasers:
- Dimensional Accuracy:
- Check block length, width, and height with a ruler (tolerance: ±3mm for structural blocks, ±5mm for non-structural).
- Inspect mold alignment weekly—warped molds (common after heavy use) produce misshapen blocks.
- Compressive Strength Testing:
- For small-scale operations, conduct a simple “drop test”: drop a 28-day-old block from 1 meter onto a hard surface—if it does not crack, it meets minimum strength requirements (5 N/mm²).
- For larger operations, use a portable compression tester (cost: $500-$1,000) to measure strength accurately.
- Visual Inspection:
- Check for surface cracks (hairline cracks are acceptable; wider than 1mm indicates poor mix or compaction).
- Ensure uniform color (inconsistent color means uneven cement distribution).
- For hollow blocks, verify core alignment (misaligned cores reduce strength and insulation).
- Water Absorption Test:
- Submerge a 28-day-old block in water for 24 hours—weight gain should be <15% for structural blocks, <20% for non-structural.
- High absorption ( >20%) indicates insufficient compaction or excess sand in the mix.
3.3 Production Efficiency Tips for Manual Machines
Manual cement brick block making machines require careful workflow management to maximize output without sacrificing quality. B2B stakeholders should share these tips with clients:
- Batch Mixing: Prepare 50-100 liters of mix at a time (sufficient for 10-20 blocks) to avoid drying out. Use measuring buckets to ensure consistent ratios.
- Mold Preparation: Coat molds with a thin layer of oil before each use to prevent sticking—this reduces demolding time and mold wear.
- Compaction Technique: For lever-action machines, apply force gradually (3-5 seconds) to ensure even compaction. For crank models, turn the crank until resistance is felt (avoids under-compaction).
- Curing Management: Stack blocks with 2-3cm gaps between them to allow air circulation. Cover with plastic sheeting during curing to retain moisture—this accelerates strength gain by 20-30%.
- Operator Rotation: For high-volume production, rotate operators every 2-3 hours to reduce fatigue (physical effort can limit output if operators are overworked).
4. Global Market Dynamics and Regional Adaptation
4.1 Key Market Drivers for Manual Cement Brick Block Making Machines
The global manual cement brick block making machine market is growing at a CAGR of 8-10%, fueled by four core trends that create sustained opportunities for B2B stakeholders:
- Rural Development and Low-Cost Housing: Governments in emerging economies (India, Nigeria, Bangladesh) are investing in rural housing schemes, where manual machines provide affordable brick production for low-income communities. For example, India’s Pradhan Mantri Awas Yojana (PMAY) has driven demand for manual machines in rural areas.
- Small-Scale Entrepreneurship: Manual machines have low entry barriers (cost: $500-$4,000), enabling micro-entrepreneurs to start brick-making businesses with minimal capital. This trend is particularly strong in Africa and Southeast Asia, where unemployment rates are high.
- Limited Electricity Access: In regions with unreliable or no electricity (sub-Saharan Africa, rural Asia), manual machines are the only viable option for brick production—automated machines require consistent power, which is often unavailable.
- Infrastructure Maintenance: Municipalities and small contractors use manual machines for small-scale projects like sidewalk repairs, garden walls, and boundary fences—projects that do not justify the cost of automated equipment.
4.2 Regional Market Adaptation Strategies
Manual cement brick block making machine requirements vary by region, reflecting local construction standards, material availability, and user needs. B2B stakeholders must tailor their offerings:
4.2.1 Asia-Pacific (Key Markets: India, Bangladesh, Vietnam, Indonesia)
- Construction Needs: Low-cost housing, rural infrastructure, small commercial buildings.
- Material Availability: Abundant sand and aggregate, affordable cement.
- Machine Adaptations:
- Lever-action and crank-operated models (most popular), double or quadruple mold cavities (increase output).
- Lightweight designs (50-80 kg) for easy transport in rural areas (often via bicycle or bullock cart).
- Molds for local block sizes (India: 230×115×75mm, Vietnam: 240×115×57mm).
- Pricing Strategy: Budget-focused ($500-$2,500) for lever-action models, mid-range ($1,500-$3,500) for crank-operated models.
4.2.2 Africa (Key Markets: Nigeria, Kenya, Ethiopia, Ghana)
- Construction Needs: Rural housing, community projects, small-scale commercial construction.
- Material Availability: Local sand and aggregate, imported or locally produced cement (higher cost than Asia).
- Machine Adaptations:
- Tamping-type and lever-action models (lowest cost), single or double mold cavities.
- Extremely durable frames (resist dust and harsh weather), rust-resistant coatings.
- Molds for stabilized soil-cement blocks (reduce cement usage by 30-40%, lowering costs).
- Pricing Strategy: Ultra-low cost ($300-$1,500) for tamping models, entry-level ($800-$2,000) for lever-action models.
4.2.3 Latin America (Key Markets: Brazil, Mexico, Colombia, Peru)
- Construction Needs: Urban informal housing, rural infrastructure, agricultural buildings.
- Material Availability: Abundant sand, aggregate, and cement.
- Machine Adaptations:
- Semi-manual models (electric compaction, manual loading) for urban areas with limited electricity.
- Heavy-duty frames (resist theft, as machines are often stored outdoors).
- Molds for interlocking cement blocks (growing demand for mortarless construction).
- Pricing Strategy: Mid-range ($1,000-$3,000) for lever/crank models, $1,500-$4,000 for semi-manual models.
4.2.4 Middle East and North Africa (MENA) (Key Markets: Egypt, Morocco, Algeria, Sudan)
- Construction Needs: Rural housing, desert infrastructure, small commercial projects.
- Material Availability: Sand (abundant), aggregate (locally sourced), cement (affordable).
- Machine Adaptations:
- Dust-resistant components (critical for desert regions), heat-resistant molds (operating temperature up to 45°C).
- Lever-action models with large handles (easier to operate with gloves, common in dusty environments).
- Molds for heat-resistant blocks (additives like perlite to reduce thermal conductivity).
- Pricing Strategy: Entry-level to mid-range ($600-$2,500) for lever-action models, $1,200-$3,000 for crank models.
5. B2B Business Strategy for Distributors and Wholesalers
5.1 Sourcing and Supplier Evaluation
Successful B2B stakeholders partner with manufacturers that prioritize durability, simplicity, and affordability—key attributes for manual cement brick block making machines:
- Manufacturer Evaluation Criteria:
- Durability Engineering: Frame and mold material (steel vs. aluminum), weld quality (no loose joints), corrosion resistance (paint or powder coating).
- Ease of Use: Simple lever/crank design, lightweight (for portability), minimal moving parts (reduces maintenance).
- Customization Capabilities: Ability to produce molds for local block sizes, adapt machines to regional material availability (e.g., stabilized soil mixes).
- Năng lực sản xuất: Ability to fulfill large orders (100+ machines) with lead times of 2-4 weeks (standard models) or 4-6 weeks (custom molds).
- After-Sales Support: Basic warranty (6-12 months for frame and mold), availability of spare parts (mold inserts, lever handles, crank rods), and simple maintenance guides (visual, no technical jargon).
- Sourcing Options:
- Direct Import: Source from manufacturers in China, India, or Turkey (lowest production costs). Ensure compliance with local safety standards (e.g., CE for Europe, ANSI for North America).
- Local Assembly: Partner with local metal fabricators to assemble machines using imported components (molds, levers). This reduces shipping costs and allows for regional customization.
- Regional Suppliers: Source from manufacturers in target regions (e.g., India-based suppliers for Asia-Pacific) to reduce delivery times and improve after-sales support.
5.2 Pricing and Profitability
Manual cement brick block making machines offer attractive profit margins for B2B stakeholders, with pricing strategies tailored to machine type and region:
- Wholesale Margins:
- Tamping-type models: 50-80% markup (wholesale $300-$1,200 → retail $450-$2,160).
- Lever-action models: 40-60% markup (wholesale $500-$2,000 → retail $700-$3,200).
- Crank-operated models: 35-50% markup (wholesale $1,000-$3,500 → retail $1,350-$5,250).
- Semi-manual models: 30-40% markup (wholesale $1,500-$4,000 → retail $1,950-$5,600).
- Bundling Strategies:
- Machine + 2 sets of molds (different block sizes) + measuring buckets + oil can = 10-15% premium over standalone machine.
- Machine + curing rack + mix manual + maintenance kit = 15-20% premium.
- Volume Discounts: 5-10% discount for 10+ machines, 10-15% for 20+ machines. Incentivizes retailers and contractors to buy in bulk for resale or fleet use.
5.3 Marketing and Sales Tactics
Effective marketing of manual cement brick block making machines requires emphasizing affordability, simplicity, and profitability for B2B clients:
- Trade Shows and Expos: Participate in regional construction expos (e.g., ConExpo India, AfricaBuild, LatinBuild) to showcase machine demos. Let attendees operate the lever/crank to experience ease of use. Display sample blocks to demonstrate quality.
- B2B Platforms: List products on global (Alibaba, Made-in-China) and regional (TradeKey Africa, IndiaMART) platforms. Use keywords like “manual cement brick machine,” “low-cost brick making equipment,” and “no-electricity brick machine” to attract rural contractors and entrepreneurs.
- Content Marketing: Publish simple guides (print and digital) on “How to Make Cement Bricks with Manual Machines,” “Mix Ratios for Different Block Types,” and “Profit Calculations for Brick-Making Businesses.” Create video tutorials showing machine operation (no technical language, focus on steps).
- Government and NGO Partnerships: Collaborate with local governments and NGOs implementing housing schemes (e.g., PMAY in India, UN Habitat in Africa). Offer discounted machines for community projects—this drives bulk sales and builds brand credibility.
- Field Demonstrations: Conduct on-site demos in rural areas or construction sites. Bring raw materials, mix on-site, and produce blocks to show real-time output and quality. Offer trial periods (1-2 weeks) to reduce purchaser risk.
5.4 After-Sales Support: Driving Customer Loyalty
In the manual cement brick block making machine market, after-sales support is critical for customer retention—B2B stakeholders should focus on simplicity and accessibility:
- Technical Support: Provide a toll-free number or WhatsApp chat for troubleshooting (most users are in rural areas with limited internet). Offer visual guides (photos, videos) for common issues (mold sticking, lever jamming).
- Spare Parts Supply: Stock common spare parts (mold inserts, lever handles, crank rods) locally. Deliver parts within 2-3 days (critical for minimizing downtime in small-scale operations).
- Training: Offer on-site training for groups of users (e.g., contractors, entrepreneurs) on mix design, machine operation, and maintenance. Training takes 1-2 hours and reduces user errors.
- Warranty Claims: Process warranty claims quickly (no complex paperwork). Replace faulty parts or machines within 1-2 weeks—this builds trust in regions where after-sales support is often lacking.
6. Conclusion
Manual cement brick block making machines occupy a critical niche in the global construction equipment market, providing accessible, cost-effective brick production for small-scale operations, rural communities, and budget-constrained projects. For B2B stakeholders, success requires a deep understanding of manual machine technology, cement mix optimization, and regional market needs. Distributors and wholesalers must source durable, user-friendly machines, implement value-based pricing strategies that highlight affordability and profitability, and prioritize simple, accessible after-sales support. Purchasers, meanwhile, should focus on machine durability, mold compatibility with local block sizes, and ease of operation—key factors that determine long-term ROI in small-scale brick production. As global rural development and low-cost housing initiatives continue to drive demand, manual cement brick block making machines will remain a vital tool for empowering entrepreneurs and building resilient communities. By catering to the unique needs of regional markets and emphasizing the machines’ practical advantages, B2B stakeholders can capitalize on this growing segment and build sustainable, profitable businesses.
7. FAQ (Frequently Asked Questions)
7.1 What is the production capacity of manual cement brick block making machines?
Production capacity varies by machine type:
- Tamping-type: 100-300 blocks/day (8-hour shift, 1-2 operators).
- Lever-action: 200-500 blocks/day (8-hour shift, 1 operator).
- Crank-operated: 300-700 blocks/day (8-hour shift, 1 operator).
- Semi-manual (electric compaction): 500-1,000 blocks/day (8-hour shift, 1 operator).Capacity depends on operator skill, mix preparation time, and block type (solid vs. hollow).
7.2 Do manual cement brick block making machines require electricity?
No—most manual machines are entirely mechanical (lever, crank, tamping) and require no electricity. Semi-manual models have a small electric motor (0.5-1 HP) for compaction but can often operate on a generator or solar power (suitable for regions with intermittent electricity).
7. What block sizes and types can these machines produce?
Manual cement brick block making machines produce:
- Solid Bricks: 240×115×57mm, 230×115×75mm, 200×100×50mm (structural and non-structural).
- Gạch rỗng: 390×190×190mm, 390×90×190mm, 200×200×100mm (non-load-bearing walls, partitions).
- Pavers: 200×100×60mm, 250×250×80mm (walkways, patios, light-traffic areas).
- Stabilized Soil-Cement Blocks: 240×115×57mm (low-cost, rural housing).Molds are interchangeable, allowing production of multiple sizes with one machine.
7.4 What is the compressive strength of blocks produced by manual machines?
Compressive strength ranges from 5-20 N/mm², depending on mix design and compaction:
- Economy mix (low cement): 5-7 N/mm² (temporary structures, internal walls).
- Standard mix: 7-15 N/mm² (load-bearing walls, residential buildings).
- High-strength mix (high cement): 15-20 N/mm² (pavers, commercial buildings).Manual compaction (5-10 kN) is sufficient for most non-industrial applications.
7.5 How much does a manual cement brick block making machine cost?
Wholesale prices (for B2B stakeholders) range from:
- Tamping-type: $300-$1,200.
- Lever-action: $500-$2,000.
- Crank-operated: $1,000-$3,500.
- Semi-manual: $1,500-$4,000.Retail prices include a 30-80% markup, depending on region and distribution channel.
7.6 What maintenance is required for these machines?
Routine maintenance is minimal:
- Daily: Clean mold cavities to remove cement buildup (use a brush or chisel), lubricate moving parts (lever pivots, crank rods) with oil.
- Weekly: Inspect mold for wear or warping, tighten loose bolts (vibration from compaction can loosen parts).
- Monthly: Check frame for rust (touch up with paint if needed), replace worn mold inserts (if blocks become misshapen).
- Annual: Replace heavily worn parts (lever handles, crank rods) – these are low-cost ($20-$50 per part).
7.7 Can these machines use alternative materials (e.g., fly ash, soil)?
Yes. Manual cement brick block making machines can use:
- Tro bay: 10-20% replacement of cement (lowers costs, improves workability).
- Stabilized Soil: Soil + 5-10% cement + 2-3% lime (low-cost, rural housing).
- Recycled Aggregate: Crushed concrete or brick (up to 30% replacement of coarse aggregate, sustainable option).Mix ratios need adjustment for alternative materials—manufacturers often provide guidance.
7.8 Are there financing options for manual cement brick block making machines?
Yes, especially in emerging markets:
- Microfinance Loans: Offered by NGOs and local banks (loan amounts: $500-$5,000, repayment terms: 6-24 months).
- Government Subsidies: Many countries (India, Nigeria, Brazil) offer subsidies for small-scale construction equipment under housing schemes.
- Vendor Financing: Some distributors offer installment plans (3-6 months) for bulk purchases.
- Group Purchasing: Community groups or contractor associations often pool funds to buy machines, reducing individual financial burden.
