Strategic Site Planning for Brick Manufacturing Facilities: A Space Optimization Guide
Entwodiksyon
For distributors and procurement specialists guiding clients through the establishment of a brick manufacturing operation, one of the most foundational yet frequently underestimated questions pertains to spatial requirements. The amount of land and covered space needed is not a mere afterthought; it is a critical determinant of operational efficiency, workflow logic, and long-term scalability. A well-planned facility minimizes material handling costs, ensures product quality during curing, and accommodates future growth.
The Spatial Ecosystem: Beyond the Machine Footprint
A brick factory is a dynamic organism where space is allocated to distinct but interconnected functional zones. Each zone has unique requirements based on the volume of production, the technology employed, and the chosen curing method.
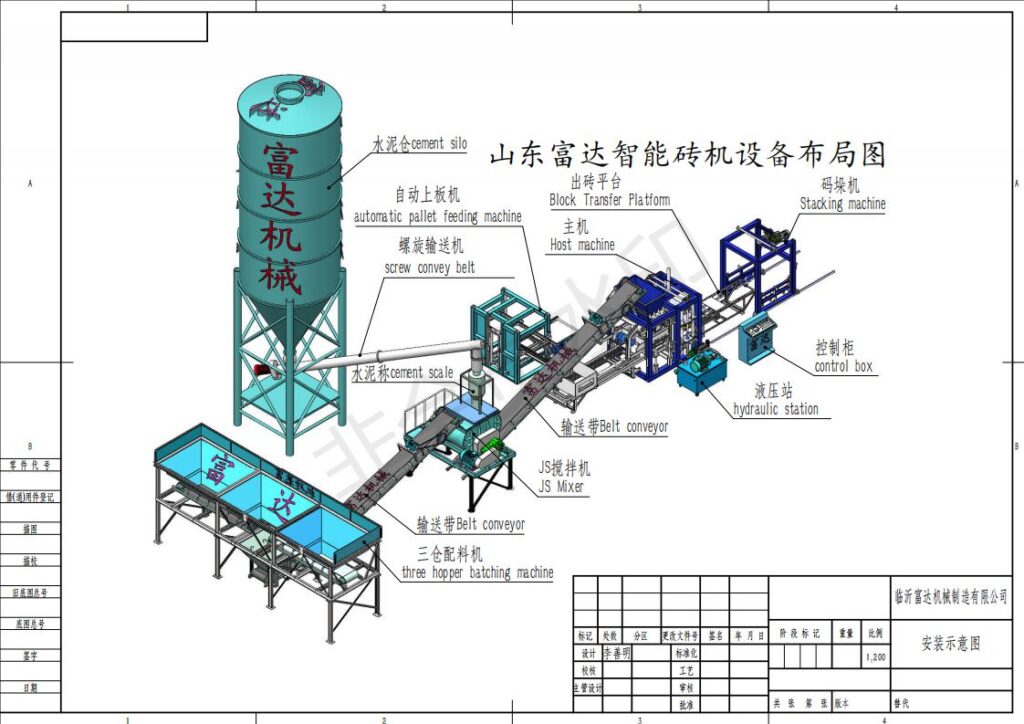
- The Core Production Zone: Machine and Immediate Support
- This zone houses the primary manufacturing equipment. Its size is dictated by more than the machine’s length and width.
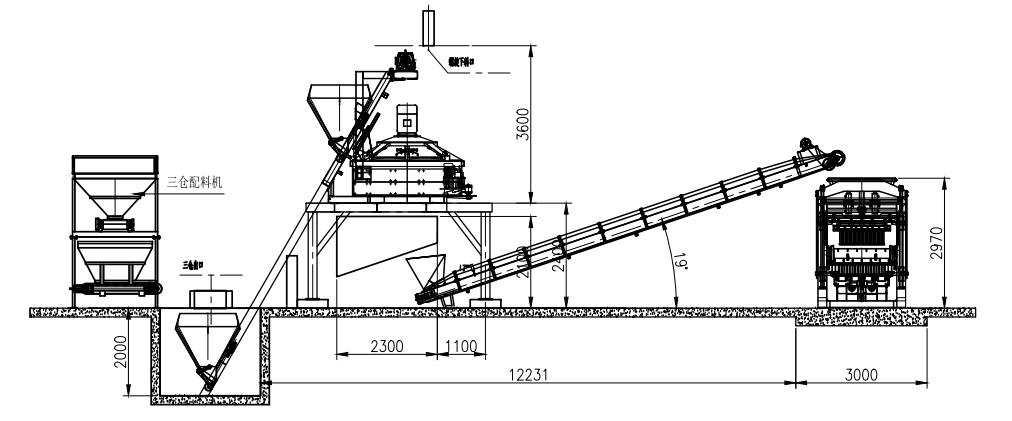
- Machine Footprint: The physical area occupied by the brick making machine, including any integrated feed hoppers and control panels. For a medium-sized automatic machine with pallet return, this can be approximately 6m (L) x 4m (W) x 3.5m (H).
- Operational Clearance: A minimum of 2-3 meters on all sides of the machine is non-negotiable. This space is required for safe operator movement, routine maintenance access (e.g., pulling out mold boxes), and forklift or pallet jack maneuvering to service the line or address jams.
- Auxiliary Equipment Space: The mixer (pan or twin-shaft) and its discharge conveyor or hopper need dedicated space adjacent to the press’s feed system. A small, enclosed area for the hydraulic power pack or electrical control cabinet may also be required, often separated for noise and heat management.
- This zone houses the primary manufacturing equipment. Its size is dictated by more than the machine’s length and width.
- Raw Material Storage and Pre-Processing Zone
- This area’s size is a direct function of production volume and supply chain reliability.
- Aggregate Storage (Sand, Gravel, Crushed Stone): Requires the largest area. Materials should be stored in segregated, often open-air bays or silos. Space must account for stockpile volume (typically 2-4 weeks of consumption) and the maneuvering radius of front-end loaders or conveyor feed systems. Poor planning here leads to contamination and handling inefficiency.
- Binder Storage (Cement, Lime, Fly Ash): These materials must be stored in a completely dry, covered, and sealed environment to prevent hydration and caking. Silo storage is most efficient for volume, but bagged storage requires a significant dry warehouse space with proper racking.
- Pre-Processing Area: If raw materials require screening or crushing, additional space must be allocated for this equipment and the temporary stockpiling of processed feed.
- This area’s size is a direct function of production volume and supply chain reliability.
- The Curing Zone: The Critical “Resting” Phase
- This is often the most space-intensive part of the entire operation and is fundamentally governed by production science.
- Curing Methodology Dictates Space: For standard ambient curing of concrete blocks, green bricks are stacked on pallets and must remain undisturbed, moist, and covered for a minimum of 7-14 days. This requires a massive covered area—often 5 to 10 times the daily production footprint—to accommodate the entire curing inventory. Insufficient curing space is a primary bottleneck that caps overall output.
- Steam Curing Chambers: For fly ash or accelerated-cure blocks, a dedicated insulated chamber or kiln is used. While this reduces the required curing area by enabling batch turnover in 24 hours, it adds a significant fixed structure with its own spatial and utility (steam boiler) requirements.
- Curing Yard Logistics: Space must be planned for systematic stacking, unstacking, and the movement of block cubes (often 1m x 1m x 1m or larger) by forklifts. Aisles wide enough for safe forklift operation (3-4 meters) are essential.
- This is often the most space-intensive part of the entire operation and is fundamentally governed by production science.
- Finished Product Storage and Dispatch Zone
- Once fully cured, blocks are moved to a stockyard to await sale and dispatch.
- Covered Storage: A portion of finished goods should be under cover to protect against rain and dust, preserving appearance and quality for customer pickup.
- Loading Bay Area: Adequate space for trucks to maneuver, load, and turn around safely. This includes a loading dock or ramp and queuing space for waiting vehicles.
- Once fully cured, blocks are moved to a stockyard to await sale and dispatch.
Quantitative Space Estimation: From Output to Square Meters
While every project is unique, a practical estimation model can be developed.
- Rule-of-Thumb Estimations
- For a medium-capacity plant producing 5,000-8,000 standard blocks per day, a total site area of 5,000 to 10,000 square meters (1.2 to 2.5 acres) is a reasonable starting point. Of this, the covered production and curing shed(s) alone may require 1,500 to 3,000 square meters. These figures scale linearly with target output.
- The “Curing Inventory” Calculation: A Key Determinant
- This is the most critical calculation. Example: A plant produces 6,000 blocks/day. Each standard block occupies ~0.01 sqm when stacked. For a 10-day curing cycle, you need space for 60,000 blocks. Basic stacked footprint: 60,000 blocks * 0.01 sqm/block = 600 sqm. Then, you must multiply this by a factor of 3 to 5 to account for aisles, access gaps, stacking height limitations, and organizational buffer zones. Thus, the dedicated curing area needed is approximately 1,800 to 3,000 square meters. This single calculation often dictates the minimum feasible factory size.
- Vertical Utilization: The Role of Racking and Stacking
- Efficient use of vertical space is a powerful multiplier. High-capacity forklifts and automated stacking systems (stackers/descenders) allow blocks to be stacked safely 10-12 pallets high within a strong curing shed. This dramatically reduces the ground footprint required for the curing inventory compared to manual stacking limited to 3-4 pallets high. Investment in material handling equipment is, therefore, an investment in spatial efficiency.
Strategic Layout Principles for Optimal Flow
How space is organized is as important as how much there is. The goal is to create a unidirectional, linear workflow.
- The Linear Production Flow Model
- The ideal layout follows the sequence of production: Raw Material Yard -> Pre-Processing -> Binder Storage -> Mixing Area -> Press Machine -> Curing Shed -> Finished Goods Yard -> Dispatch. This minimizes cross-traffic, reduces handling distances, and prevents contamination of finished products with raw materials.
- Separating “Wet” and “Dry” Zones
- The production area (mixing, pressing) is inherently messy, with water and slurry. The electrical control rooms and bagged binder storage must be isolated from this humidity and dust. Physical separation or dedicated enclosed rooms within the main shed are necessary.
- Ensuring Infrastructure and Utility Access
- Space must be allocated for:
- Three-phase electrical transformers and distribution panels.
- Water storage tanks and piping networks for mixing and curing.
- Drainage systems for washdown water and storm runoff from material yards.
- Office, staff, and maintenance facilities.
- Space must be allocated for:
Scalability and Future-Proofing the Site
A strategic site plan incorporates growth from day one.
- Modular Expansion Planning
- Advise clients to select a site where the curing shed or raw material yard can be extended in a logical direction without disrupting the core workflow. Positioning the press and mixer on one side of the main shed, with curing space extending from the other, allows for straightforward linear expansion.
- The Cost of Insufficient Space
- An undersized site leads to catastrophic inefficiencies: curing blocks in unsuitable conditions (compromising strength), chaotic material handling, safety hazards, inability to fulfill large orders due to lack of buffer stock, and ultimately, a hard cap on business growth. It is a fundamental constraint that cannot be easily overcome.
Konklizyon
Determining the space required for a brick factory is an exercise in integrated logistics and production engineering. It requires moving far beyond the dimensions of the central machine to model the entire lifecycle of the product within the facility. For the distributor, providing this holistic planning guidance is a value-added service that separates them from mere equipment vendors.
By helping clients accurately calculate their curing inventory needs, design a logical material flow, and allocate space for scalable operations, distributors ensure the long-term success of the projects they supply. A well-planned factory is a safe, efficient, and profitable asset. Conversely, a poorly planned one is a perpetual source of operational frustration and stunted growth. Therefore, the question of space is not just about real estate; it is about building a solid foundation for a sustainable and competitive manufacturing business. Equipping clients with this strategic perspective on spatial planning is integral to forging successful, long-term partnerships in the building materials industry.
Kesyon yo poze souvan (FAQ)
Q1: What is the absolute minimum covered shed size for starting a small block-making business with one automatic machine?
A: For a very small operation producing ~2,000 blocks per day, a minimum covered shed of approximately 600-800 square meters (6,500-8,600 sq ft) is essential. This must house the machine and mixer, provide space for 1-2 days of immediate green brick output, and include a small section for bagged cement storage. This is a bare-bones setup with almost no on-site curing capacity; it would require immediate off-site transportation of green bricks to a separate curing location, which adds complexity and cost. A more practical and recommended minimum for an integrated setup would be 1,200+ sqm.
Q2: Can outdoor space be used for curing to save on shed costs?
A: Outdoor curing is possible but highly risky and not recommended for quality production. Blocks are exposed to:
- Direct Sunlight and Wind: Causes rapid, uneven drying leading to cracking and reduced strength.
- Rain: Can wash away cement from the surface, causing dusting and weakening the block.
- Contamination from Dust and Debris.
If outdoor space must be used, it should only be for extended final curing after a minimum 3-5 day initial cure under covered, controlled conditions. The product must be covered with waterproof, insulated curing blankets.
Q3: How does the type of brick produced affect spatial needs?
A: Significantly. Blòk vid are lighter and often allow for higher, more stable stacking, improving vertical space use. Blòk solid or pavè are much heavier, limiting stack height for safety and pallet integrity, thus requiring a larger ground footprint for the same number of units. Blòk antre-lak that are dry-stacked for curing need careful handling and may require specialized racks. The product mix must be factored into the curing area design.
Q4: What are the key safety clearances often forgotten in layout planning?
A: Critical safety clearances include:
- Minimum 1-meter clearance around electrical panels and transformers for operator access.
- Adequate space around boiler units (if steam curing) as per local regulations.
- Wide, designated pedestrian walkways separate from forklift routes within the shed.
- Fire aisle spacing between large stockpiles of finished goods, especially if plastic-wrapped.
- Access for firefighting equipment around all buildings and storage areas.
Q5: How do we advise a client with limited capital who cannot afford a large covered shed initially?
A: Recommend a phased development strategy:
- Phase 1: Invest in a high-quality machine and a sturdy, pre-engineered steel structure that covers just the production line and a small buffer zone.
- Phase 2: Simultaneously, develop a simple, low-cost outdoor curing yard with a proper base (compacted gravel or concrete), using high-quality insulated curing blankets. This is a temporary compromise.
- Phase 3: Reinvest profits from early sales into expanding the steel structure to create a full, covered curing shed, moving the process entirely indoors. This plan prioritizes the irreversible investment (the machine) while providing a clear, funded path to the optimal facility.