Жоғары деңгейлі құрылыс блоктарын өндіру технологиясына кіріспе
Жаһалдық құрылыс саласының тиімді, тұрақты және үнемді құрылыс материалдарына деген үздіксіз ұмтылысы цементтік кеуекті кірпішті заманауи құрылымдық дизайнның негізгі компоненті ретінде орнықтырды. Стратегиялық түрде жобаланған кеуектерімен сипатталатын бұл арнайы қалау элементтері құрылыс материалдары ғылымындағы айтарлықтай эволюцияны білдіреді. Оларды өндіруге жауапты машиналар құрылымдық инженерия принциптері, материалтану технологиясы және өндірістік автоматтандырудың күрделі үйлесімін көрсетеді. Дилерлер, сатып алу мамандары және өнеркәсіптік инвесторлар үшін цементтік кеуекті кірпіш жасау машиналарының техникалық күрделіліктері мен коммерциялық салдарын түсіну озық құрылыс материалдарына деген өсуші сұранысты пайдалану үшін өте маңызды болып табылады.
Техникалық сипаттамалар және өндіріс процесін талдау
1.1 Инженерлік негізгі принциптер мен жобалау сәулеті
Цементті кеуекті кірпіш жасайтын машиналар құрылыс жабдықтарының арнайы санатын білдіреді, олар дәл кеуек конфигурациясы бар қалау бірліктерін өндіру үшін арнайы жасалған.
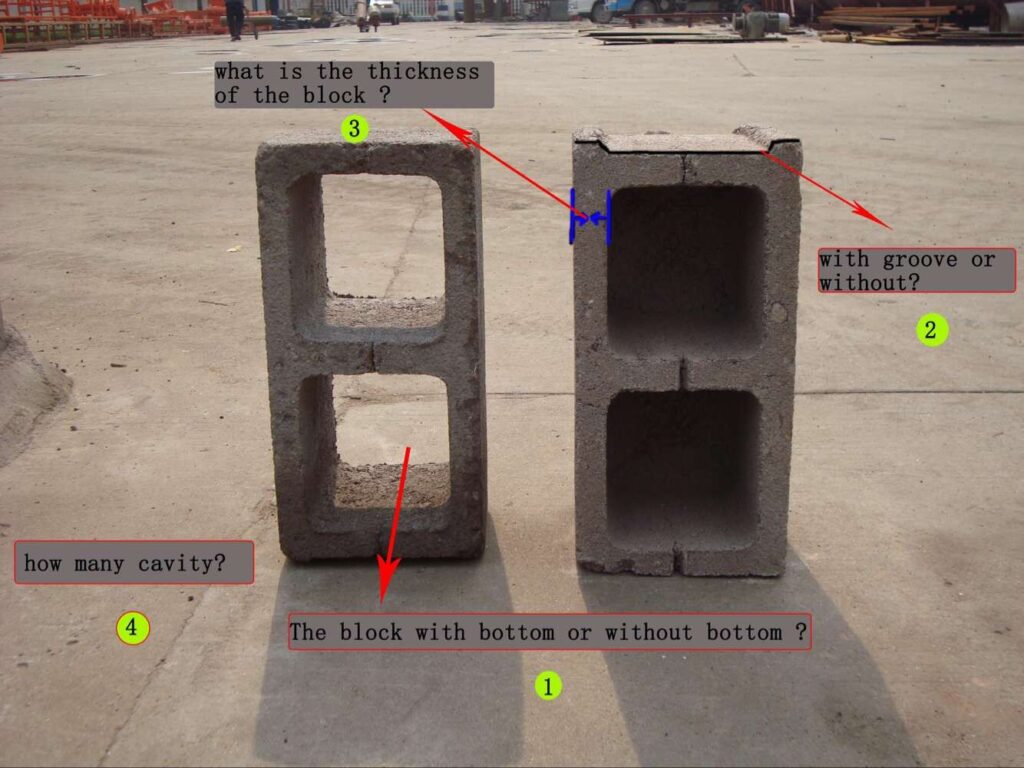
- Структуралық бос орындарды жобалау және конфигурациялау:Өндіріс процесі әр кірпіш бірлігінде стратегиялық кеуектер қалыптарын жасайтын дәлдікпен жасалған қалып жүйелеріне негізделеді. Бұл кеуектер әдетте кірпіштің жалпы көлемінің 25-50% құрайды, салмақты жеңілдету мен құрылымдық тұтастың бірегей үйлесімін құрайды. Қалыптың дизайны кеуектер мен кірпіш сырты арасында оңтайлы қабырға қалыңдығын сақтай отырып, осы қуыстарды қалыптастыратын арнайы жасалған өзектерді қамтиды. Жетілдірілген жүйелер өндірушілерге толық қалыпты ауыстырусыз кеуектер қалыптарын өзгертуге мүмкіндік беретін тез ауыстырылатын өзек жүйелерімен сипатталады, бұл әртүрлі құрылымдық талаптар мен аймақтық құрылыс стандарттары үшін өндірістік икемділікті қамтамасыз етеді.
- Біріктірілген Діріл және Қысу Технологиясы:Қазіргі заманғы кеуекті кірпіш өндірісі жоғары жиілікті дірілді бақыланатын гидравликалық қысыммен біріктіретін қосарланған тарылдыру жүйесін қолданады. Діріл жиілігі, әдетте 3,000-4,500 айн/мин аралығында жұмыс істей отырып, кеуекті бөліктер арасындағы әлсіз нүктелерді жою үшін күрделі қалып геометриясы бойынша материалдың толық таралуын қамтамасыз етеді. Сонымен бір мезгілде, гидравликалық жүйелер машинаның қуаттылығына байланысты 120-250 тонна аралығындағы дәл калибрленген қысымды қолданып, оңтайлы тығыздық пен өлшемдік дәлдікке қол жеткізеді. Бұл комбинация біркелкі қабырға қалыңдығы мен сенімді құрылымдық өнімділігі бар кеуекті кірпіштерді өндіру үшін өте маңызды.
- Автоматтандырылған Өндіріс Тізбегі:Өндірістік цикл дәл уақытталған ретпен жүреді, ол материалды қалып қуыстарына автоматты түрде беруден басталады. Арнайы беру жүйелері материалды күрделі қалып геометриясы бойынша, соның ішінде өзе элементтерінің айналасындағы аймақтарға біркелкі таратады. Материалды таратқаннан кейін, алдын ала бағдарламаланған параметрлер бойынша діріл және қысым қолданылатын қысу фазасы басталады. Қалыптан шығару процесі қуыстар арасындағы нәзік қалқаншаларды бүлдірмей, жаңа пішінділген кірпіштерді мұқият шығаратын дәлдетілген итеру жүйелерін пайдаланады. Соңында, автоматты палеттерді өңдеу жүйелері жасыл өнімдерді қатайту аймақтарына тасымалдайды, өнімнің тұтастығын өңдеу процесі бойынша сақтай отырып.
1.2 Өндірістік жүйені жіктеу және техникалық мүмкіндіктері
Ұялы кірпіш өндірісінің жабдықтары техникалық дамығандығының ауқымында, қарапайым қолмен жұмыс істейтін жүйелерден толық автоматтандырылған өнеркәсіптік жүйелерге дейін созылады.
- Стационарлық гидравлик пресс жүйелері:Бұл өнеркәсіптік санаттағы машиналар қуыс кірпіш өндіру технологиясының премиум сегментін білдіреді. Олардың ірі құрылымдық рамалары мен қуатты гидравликалық жүйелері 8 сағаттық ауысымда 8,000-ден 20,000-ға дейін кірпіш өндіру қуатын қамтамасыз етеді. Бұл жүйелер әдетте шикізаттың пропорциялануынан бастап түпкілікті кірпіштің шығарылуына дейінгі өндіріс процесінің барлық аспектілерін басқаратын бағдарламаланатын логикалық контроллерлерді (PLC) қамтиды. Олардың берік құрылымы халықаралық ASTM және ISO стандарттарына сәйкес өлшемдік дәлдік пен қысу күші талаптарын қанағаттандыратын жоғары сапалы қуыс кірпішті тұрақты өндіруге мүмкіндік береді.
- Гидравликалық жұмыс істейтін Ұялы Өндіріс Блоктары: occupying the middle segment of the market, these systems combine hydraulic operation with varying degrees of automation. Production capacities typically range from 2,000-6,000 bricks per day, making them suitable for medium-scale operations and specialized product manufacturing. Many models in this category feature modular designs that allow for incremental automation upgrades, providing manufacturing flexibility for growing businesses. These systems often include basic electronic control systems for operational consistency while maintaining relative operational simplicity.
- Mechanical Operation Systems: Representing the entry-level segment, these machines utilize mechanical leverage systems rather than hydraulic operation. While offering lower production outputs (typically 800-1,500 bricks daily), they provide an accessible entry point for small entrepreneurs and specialized manufacturers. Their simplicity translates to lower maintenance requirements and operational costs, though with reduced production speed and less consistency in product density and dimensional accuracy compared to hydraulic systems.
1.3 Material Science and Production Formulations
The quality of finished hollow bricks depends significantly on material selection and mixture design, with manufacturing equipment engineered to process specific material characteristics.
- Optimal Raw Material Specifications: Successful hollow brick production requires carefully graded aggregates with particle size typically ranging from 0-6mm. The aggregate grading curve must be optimized to ensure smooth material flow into complex mold geometries while achieving adequate compaction around core elements. Cement content generally ranges from 1:6 to 1:8 cement-to-aggregate ratio, depending on targeted compressive strength requirements. Water content must be precisely controlled, typically between 8-12% of total weight, to achieve optimal hydration without compromising demolding characteristics.
- Advanced Material Processing Technology: Industrial-scale hollow brick manufacturing incorporates sophisticated material preparation systems. These often include automated batching equipment with precision weighing systems, forced-action mixers that ensure homogeneous distribution of cement throughout the aggregate matrix, and moisture control systems that maintain consistent water-cement ratios. Some advanced systems incorporate real-time moisture monitoring with automatic compensation, crucial for maintaining consistent product quality in varying environmental conditions.
- Specialized Additive Integration: Modern hollow brick production frequently incorporates specialized additives to enhance specific product characteristics. These may include water-reducing agents to improve workability at lower water content, hardening accelerators for faster initial strength development, and waterproofing compounds for improved durability. The manufacturing equipment must be compatible with these additives, with dosing systems capable of precise proportional injection into the mixture.
1.4 Strategic Business Advantages and Market Applications
The production and utilization of machine-made hollow bricks offer compelling advantages throughout the construction value chain.
- Structural and Economic Benefits: The strategic void configuration reduces weight by 25-40% compared to solid units, resulting in significant savings in transportation costs and structural foundation requirements. The air pockets within the bricks provide natural thermal insulation, potentially reducing heating and cooling energy consumption in finished buildings by 15-30%. Additionally, the reduced material volume per unit translates to direct material cost savings without compromising structural performance when designed according to engineering specifications.
- Environmental Impact and Sustainability Credentials: Hollow brick manufacturing represents a sustainable approach to construction through optimized material usage. The reduced cement content per unit directly lowers the carbon footprint associated with production. Furthermore, the thermal insulation properties contribute to energy efficiency throughout the building lifecycle. Manufacturing processes typically generate minimal waste, with most production scrap being recyclable back into the production stream.
- Construction Efficiency Advantages: The standardized dimensions and consistent quality of machine-made hollow bricks significantly improve construction efficiency. The uniform size reduces mortar consumption and enables faster laying rates compared to irregular or hand-made alternatives. The reduced weight decreases labor fatigue and handling time, while the predictable structural performance simplifies engineering calculations and quality control procedures.
1.5 Implementation Considerations and Commercial Planning
Successful integration of hollow brick manufacturing technology requires careful analysis of multiple commercial and operational factors.
- Market Analysis and Business Planning: Prior to investment, comprehensive market assessment should identify specific opportunities in local construction sectors. Analysis should consider competition from alternative materials, regulatory environment regarding hollow brick utilization in structural applications, and potential partnerships with construction firms and distributors. The business plan must clearly define target markets, whether focusing on residential construction, commercial projects, or specialized applications such as partition walls or fencing.
- Technical Implementation and Operational Planning: Site selection must consider adequate space for production equipment, raw material storage, and product curing. Infrastructure requirements include appropriate power supply, water access, and waste management systems. The implementation timeline must account for equipment procurement, foundation construction, installation, and operator training. For larger systems, planning should include phased commissioning to identify and resolve operational issues before full-scale production.
- Financial Analysis and Investment Planning: Comprehensive financial modeling must extend beyond initial equipment acquisition to include all aspects of operational costs. The analysis should project production costs based on local material and labor rates, identify break-even production volumes, and model cash flow requirements. Sensitivity analysis should examine impact of variables such as fluctuations in cement prices, changes in market demand, and potential regulatory changes affecting material specifications.
Қорытынды
Cement hollow brick making machinery represents a sophisticated convergence of mechanical engineering, materials science, and industrial automation. This technology enables manufacturers to produce building materials that simultaneously address structural requirements, economic constraints, and environmental considerations. The strategic advantages of hollow bricks—including reduced weight, improved thermal performance, and material efficiency—position them favorably within evolving construction methodologies focused on sustainability and cost-effectiveness. For commercial stakeholders, success in this sector requires thorough understanding of both the technical aspects of manufacturing and the market dynamics driving demand. With careful planning and strategic implementation, hollow brick manufacturing presents significant opportunities for growth and leadership in the competitive construction materials industry.
Жиі қойылатын сұрақтар (ЖҚС)
Q1: What are the key differences between manufacturing solid bricks versus hollow bricks?
A: The primary differences lie in mold design, compaction methodology, and material requirements. Hollow brick manufacturing requires more complex molds with core elements, precise vibration systems to ensure complete filling around cores, and carefully controlled material consistency to prevent web breakage. The production process typically operates at slightly slower cycle times to ensure proper formation of hollow sections, and requires more sophisticated handling systems to protect the green products before curing.
Q2: What compressive strength can be achieved with machine-produced hollow bricks?
A: Properly manufactured hollow bricks typically achieve compressive strengths ranging from 4-15 MPa (600-2,200 psi), depending on material配方, compaction pressure, and curing methods. Industrial-grade equipment with high-pressure compaction systems can produce bricks meeting ASTM C90 specifications for load-bearing units, with minimum compressive strengths of 13.1 MPa (1,900 psi) for individual units and 11.7 MPa (1,700 psi) for gross area.
Q3: How does the production output of hollow brick machines compare to solid brick equipment?
A: When comparing similarly sized and priced equipment, hollow brick production typically achieves 15-30% lower output in terms of units per hour due to more complex mold geometries and longer cycle requirements. However, when measured by volume of material processed or actual wall coverage area produced, the difference is less significant, typically in the range of 5-15% lower productivity.
Q4: What maintenance considerations are unique to hollow brick manufacturing equipment?
A: The core maintenance challenges involve mold integrity and core element preservation. The complex mold assemblies with core elements require regular inspection for wear and alignment. Maintenance schedules should include careful cleaning of core elements to prevent material buildup, inspection of web thickness consistency, and monitoring of ejection system alignment to prevent damage to freshly formed bricks. Hydraulic systems and vibration mechanisms require the same maintenance attention as solid brick equipment.
Q5: Can the same machine produce different sizes and patterns of hollow bricks?
A: Most modern hollow brick machines are designed with modular mold systems that allow for production of different brick sizes and void configurations. Changing brick specifications typically requires replacing the mold assembly and possibly adjusting compression parameters. Quick-change mold systems can reduce changeover time from several hours to under 30 minutes, while basic systems may require half a day or more for complete reconfiguration.
Q6: What are the specific power requirements for operating industrial-scale hollow brick machines?
A: Industrial hollow brick manufacturing systems typically require three-phase electrical power ranging from 25-75 kW, depending on production capacity and automation level. A medium-capacity system producing 5,000-8,000 bricks daily typically operates on 380-480V with 40-50 kW connected load. Specific requirements vary by manufacturer and should be verified during equipment selection, as inadequate power supply can significantly impact production efficiency and product quality.