Entwodiksyon Teknoloji Inovatif nan Konstriksyon Sech-Asanble
Endistri konstriksyon mondyal la fè fas ak defi ki pèsistan pou balanse efikasite nan pri, entegrite estriktirèl, ak aksesibilite, patikilyèman nan rejyon an devlopman ak pou pwojè ki gen budjè limite. Machin entèbloke pou fè brik manyèl la parèt kòm yon solisyon transfòmatè ki adrese preokipasyon fondamantal sa yo atravè prensip inovatè nan jeni. Ekipman espesyalize sa a pwodui inite masonn ki gen pwojeksyon ak anfò ki byen konsevou pou mekanikman tache ansanm san lacho tradisyonèl. Pou distribitè yo, espesyalis apwovizyònman yo, ak òganizasyon devlopman yo, teknoloji sa a reprezante pa sèlman yon zouti konstriksyon, men yon sistèm bilding konplè ki redefini metodoloji masonn tradisyonèl yo.
Kad Teknik ak Mekanik Operasyonèl
1.1 Prensip Jeni ak Espesifikasyon Konsepsyon
Machin entèloke pou fè brik manyèl yo reprezante yon jeni sofistike malgre senplisite mekanik yo, yo enkòpore kalkil jewometrik presi ak prensip syans materyèl yo.
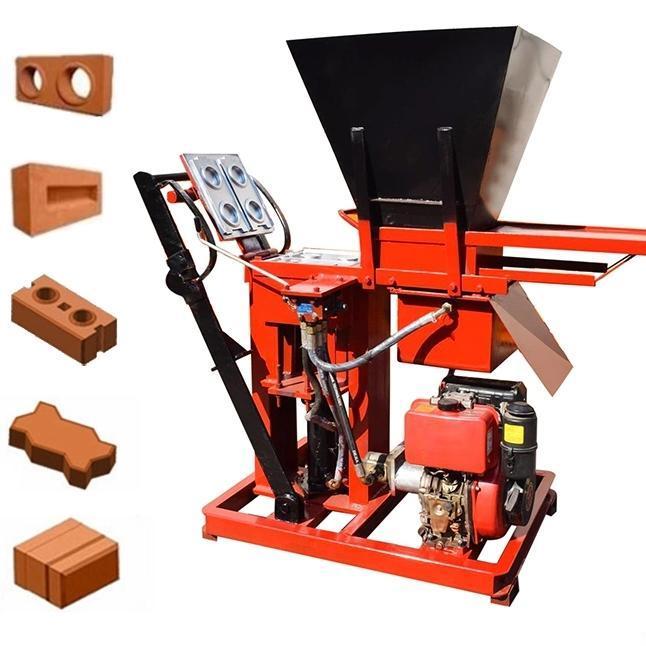
- Mekanisim Entèbloke Jeyometrik:Nouvo konsepsyon prensipal la sitou nan fason brik yo fèt, ki genyen ranyon ak ran ki byen kalkile pou kreye yon lyen mekanik lè yo asanble. Pifò sistem yo sèvi ak yon modèl antrebloke vètikal ak orizontal ki bay estabilite nan plizyè dimansyon. Presizyon koneksyon sa yo pèmèt tolerans souvan ant 0.5 ak 1.0 milimèt, sa ki asire yon anfòm ki konstan nan tout seri pwodiksyon yo. Konsepsyon an souvan genyen yon lejè konik pou fasilite plasman an, pandan y ap kenbe jwenti sere, ak mekanis blokaj la bay rezistans kont fòs kòt ki ekivalan ak jwenti mòtye tradisyonèl lè yo byen anbloke.
- Teknoloji Konpresyon Manyèl:Machin sa yo itilize sistèm mekanik ak levye pou kreye fòs konpresyon ase, ki souvan ant 2 a 5 tòn, ak mekanis levye konpoze oswa sistèm konpresyon vis. Aplikasyon presyon an byen kalibre pou pwodwi brik ki gen dansite ant 1,800-2,200 kg/m³, ki pi bon pou pèfòmans estriktirèl ak pwopriyete izolasyon tèmik. Operasyon manyèl la elimine depandans sou kouran pandan y ap bay konpresyon ase pou pwodiksyon brik ki dire lontan, ak pifò sistèm yo fèt pou fòs operasyonèl ant 15-25 kg, sa ki fè yo aksesib pou operatè divès kalite.
- Sistèm Moulaj Modilè:Vèsyon avanse yo genyen plak mwad entèchanjab ki pèmèt pwodiksyon divès modèl entèbloke soti nan yon sèl ankadreman machin. Sistèm sa yo pèmèt manifaktirè yo pwodui inite konplemantè tankou demi-brik, moso kwen, ak eleman espesyalize lè l sèvi avèk menm ekipman debaz la. Konsepsyon mwad yo souvan enkòpore mekanis lage rapid ki fasilite ejeksyon brik fasil pandan y ap prezève karakteristik entèbloke delika yo, sa ki enpòtan anpil pou kenbe efikasite pwodiksyon ak bon jan kalite pwodwi.
1.2 Pwosesis Fabrikasyon ak Kontwòl Kalite
Metodoloji pwodiksyon pou brik antrebloke mete aksan sou konsistans ak presizyon atravè pwosedi operasyonèl sistematik yo.
- Prepare Materyèl ak Konsepsyon Melanj:Pwodiksyon brik antreloke ki gen siksè mande pou materyo prensipal yo gen yon klasifikasyon espesifik, anjeneral yo itilize yon agrega byen klase ak yon gwosè patikil maksimòm 6-8mm pou asire fòmasyon karakteristik presi. Rapò siman-agrega a jeneralman ant 1:6 ak 1:8, ak kontni imidite ki kritikman kenbe ant 8-12% pou reyalize yon konpaksyon optimal san yo pa kole sou sifas mòl yo. Anpil operasyon siksè enkòpore melanj tè-siman kote gen tè lokal apwopriye ki disponib, swiv estanda etabli tankou ASTM D559 pou tès dirabilite.
- Sekans Pwodiksyon Estanda: The manufacturing process follows a disciplined sequence beginning with uniform material measurement using standardized containers. The mixture is carefully placed in the mold chamber with particular attention to filling the interlocking feature areas. Compression is applied steadily and maintained for 10-30 seconds depending on mixture characteristics. The demolding process utilizes precise ejection systems that protect the delicate interlocking features, followed by immediate transfer to controlled curing areas. This systematic approach ensures consistent dimensional accuracy across production batches.
- Curing and Quality Assurance Protocols: Unlike conventional bricks, interlocking units require particular attention during the initial curing phase to preserve geometric integrity. The curing process typically involves 48 hours of moist curing under plastic sheeting followed by 14-21 days of air curing before use in construction. Quality verification includes regular dimensional checks using custom gauges that measure critical interlocking features, along with periodic compressive testing to ensure structural adequacy, typically targeting strengths between 3-7 MPa depending on application requirements.
1.3 Classification System and Technical Variants
Interlocking brick machines span a spectrum of technical sophistication and production capabilities tailored to different market segments.
- Basic Lever-Action Systems: Representing the most accessible technology tier, these machines utilize simple lever mechanisms to generate compaction force. Production capacities typically range from 300-600 bricks per 8-hour day, with initial operator training requirements of 2-3 days for basic proficiency. These systems are characterized by their rugged construction, minimal maintenance needs, and complete independence from external power sources, making them ideal for remote applications and community-based construction initiatives.
- Advanced Multi-Function Manual Presses: This category incorporates improved mechanical advantage systems, often using compound levers or flywheel mechanisms to achieve higher compaction forces. Daily outputs typically range from 600-1,200 bricks, with features including adjustable compression settings, quick-change mold systems, and integrated brick ejection mechanisms. These systems represent the optimal balance between production efficiency and affordability for small to medium enterprises establishing commercial brick manufacturing operations.
- Specialized System Variants: The market includes machines optimized for specific applications, including machines producing interlocking bricks for curved walls, specialized units for slope retention structures, and systems designed specifically for earthquake-resistant construction incorporating reinforced interlocking patterns. These specialized variants typically command 25-40% price premiums over standard models while addressing specific structural and architectural requirements.
1.4 Strategic Advantages and Application Methodology
The interlocking brick system delivers compelling advantages across multiple dimensions of the construction process.
- Construction Efficiency and Labor Optimization: The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
Konklizyon
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
Kesyon yo poze souvan (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.