Pengenalan Teknologi Konstruksi Dry-Stack yang Inovatif
Industri konstruksi global menghadapi tantangan berkelanjutan dalam menyeimbangkan efisiensi biaya, integritas struktural, dan aksesibilitas, terutama di wilayah berkembang dan untuk proyek-proyek dengan anggaran terbatas. Mesin pembuat bata manual saling mengunci muncul sebagai solusi transformatif yang mengatasi masalah-masalah mendasar ini melalui prinsip-prinsip rekayasa inovatif. Peralatan khusus ini menghasilkan unit-unit pasangan bata yang dilengkapi dengan tonjolan dan ceruk yang dirancang secara presisi sehingga saling mengunci secara mekanis tanpa perlu pengikat mortar konvensional. Bagi distributor, spesialis pengadaan, dan organisasi pembangunan, teknologi ini bukan sekadar alat konstruksi, tetapi sistem bangunan komprehensif yang mendefinisikan ulang metodologi pasangan bata tradisional.
Kerangka Teknis dan Mekanisme Operasional
1.1 Prinsip Rekayasa dan Spesifikasi Desain
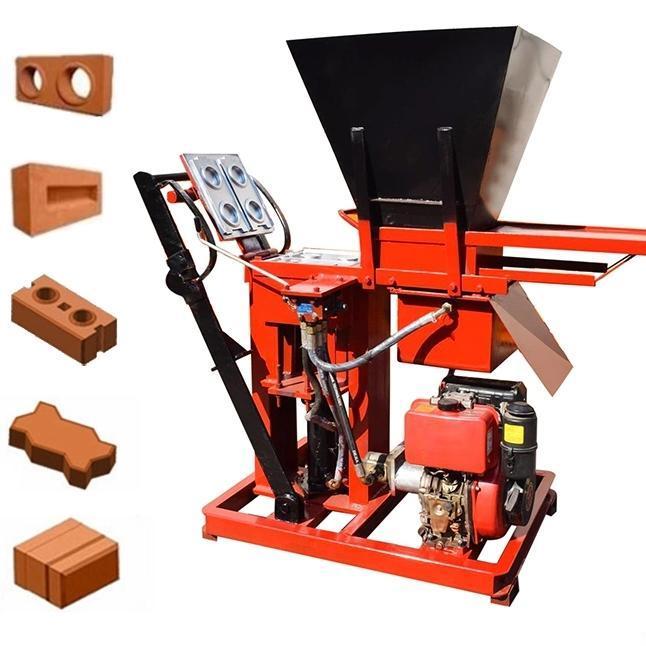
Mesin pembuat bata manual yang saling mengunci mewujudkan rekayasa yang canggih meskipun secara mekanis sederhana, menggabungkan perhitungan geometris yang presisi dan prinsip-prinsip ilmu material.
- Mekanisme Penguncian Geometris:Inovasi utamanya terletak pada desain bata yang memiliki tonjolan dan alur yang diposisikan secara strategis, menciptakan ikatan mekanis saat disusun. Sebagian besar sistem menggunakan pola penguncian vertikal dan horizontal yang memberikan stabilitas multidimensi. Presisi sambungan ini umumnya memungkinkan toleransi dalam rentang 0,5-1,0 milimeter, memastikan kesesuaian yang konsisten antar batch produksi. Desainnya sering kali menggabungkan bentuk meruncing ringan untuk memudahkan penempatan sambil mempertahankan sambungan rapat, dengan mekanisme penguncian yang biasanya memberikan ketahanan geser setara dengan sambungan mortar konvensional bila terkunci dengan benar.
- Teknologi Kompresi Manual:Mesin-mesin ini memanfaatkan sistem mekanis pengungkit untuk menghasilkan gaya pemadatan yang cukup, biasanya berkisar antara 2 hingga 5 ton, yang dicapai melalui mekanisme tuas majemuk atau sistem kompresi tipe ulir. Penerapan tekanan dikalibrasi secara cermat untuk menghasilkan bata dengan kepadatan antara 1.800-2.200 kg/m³, optimal untuk kinerja struktural dan sifat insulasi termal. Pengoperasian manual menghilangkan ketergantungan pada daya listrik sambil memberikan kompresi yang memadai untuk produksi bata yang tahan lama, dengan sebagian besar sistem dirancang untuk gaya operasional dalam rentang 15-25 kg, sehingga mudah dioperasikan oleh berbagai jenis operator.
- Sistem Cetakan Modular:Versi lanjutan menampilkan pelat cetak yang dapat dipertukarkan sehingga memungkinkan produksi berbagai pola saling mengunci dari satu rangka mesin yang sama. Sistem ini memungkinkan produsen membuat unit pelengkap seperti setengah bata, potongan sudut, dan elemen khusus dengan menggunakan peralatan dasar yang sama. Desain cetakan sering kali dilengkapi mekanisme pelepasan cepat yang memudahkan pengeluaran bata sekaligus menjaga fitur saling kunci yang rumit, hal yang krusial untuk mempertahankan efisiensi produksi dan kualitas produk.
1.2 Proses Manufaktur dan Pengendalian Mutu
Metodologi produksi bata interlock menekankan konsistensi dan presisi melalui prosedur operasional yang sistematis.
- Persiapan Bahan dan Desain Campuran:Produksi batu bata saling mengunci yang berhasil memerlukan bahan baku dengan gradasi khusus, biasanya menggunakan agregat bergradasi baik dengan ukuran partikel maksimum 6-8mm untuk memastikan pembentukan fitur yang presisi. Rasio semen terhadap agregat umumnya berkisar antara 1:6 hingga 1:8, dengan kadar air yang dijaga secara kritis antara 8-12% untuk mencapai pemadatan optimal tanpa menempel pada permukaan cetakan. Banyak operasi sukses yang menggabungkan campuran tanah-semen ketika tersedia tanah lokal yang sesuai, mengikuti standar mapan seperti ASTM D559 untuk pengujian daya tahan.
- Urutan Produksi Standar:Proses manufaktur mengikuti urutan yang terstruktur, dimulai dengan pengukuran material seragam menggunakan wadah standar. Campuran ditempatkan dengan hati-hati di ruang cetakan dengan perhatian khusus untuk mengisi area fitur saling mengunci. Kompresi diterapkan secara stabil dan dipertahankan selama 10-30 detik tergantung karakteristik campuran. Proses pelepasan cetakan menggunakan sistem ejeksi presisi yang melindungi fitur saling mengunci yang rapuh, dilanjutkan dengan pemindahan segera ke area pengawetan terkendali. Pendekatan sistematis ini memastikan akurasi dimensi yang konsisten di seluruh batch produksi.
- Protokol Penyembuhan dan Jaminan Kualitas:Berbeda dengan bata konvensional, unit saling mengunci memerlukan perhatian khusus selama fase perawatan awal untuk menjaga integritas geometris. Proses perawatan biasanya melibatkan 48 jam perawatan lembab di bawah lembaran plastik dilanjutkan dengan 14-21 hari perawatan udara sebelum digunakan dalam konstruksi. Verifikasi kualitas mencakup pemeriksaan dimensi rutin menggunakan alat ukur khusus yang mengukur fitur saling mengunci kritis, disertai pengujian tekan berkala untuk memastikan kecukupan struktural, biasanya menargetkan kekuatan antara 3-7 MPa tergantung pada persyaratan aplikasi.
1.3 Sistem Klasifikasi dan Varian Teknis
Mesin bata interlocking mencakup berbagai tingkat kecanggihan teknis dan kapabilitas produksi yang disesuaikan dengan segmen pasar berbeda.
- Sistem Lever-Aksi Dasar:Sebagai tingkatan teknologi yang paling mudah diakses, mesin-mesin ini menggunakan mekanisme tuas sederhana untuk menghasilkan gaya pemadatan. Kapasitas produksinya umumnya berkisar antara 300-600 bata per hari 8 jam, dengan persyaratan pelatihan awal operator selama 2-3 hari untuk kemahiran dasar. Sistem ini dicirikan oleh konstruksinya yang kokoh, kebutuhan perawatan minimal, dan kemandirian penuh dari sumber daya eksternal, menjadikannya ideal untuk aplikasi di daerah terpencil dan inisiatif konstruksi berbasis komunitas.
- Mesin Press Manual Multi-Fungsi Canggih:Kategori ini mencakup sistem keunggulan mekanis yang ditingkatkan, sering menggunakan tuas majemuk atau mekanisme roda guna untuk mencapai gaya pemadatan yang lebih tinggi. Output harian biasanya berkisar antara 600-1.200 bata, dengan fitur termasuk pengaturan kompresi yang dapat disesuaikan, sistem cetakan cepat ganti, dan mekanisme pengeluaran bata terintegrasi. Sistem ini mewakili keseimbangan optimal antara efisiensi produksi dan keterjangkauan bagi usaha kecil hingga menengah yang membangun operasi manufaktur bata komersial.
- Varian Sistem Khusus:Pasar mencakup mesin-mesin yang dioptimalkan untuk aplikasi khusus, termasuk mesin yang memproduksi bata interlock untuk dinding melengkung, unit khusus untuk struktur penahan lereng, dan sistem yang dirancang khusus untuk konstruksi tahan gempa yang menggabungkan pola interlock yang diperkuat. Varian khusus ini biasanya memiliki harga 25-40% lebih tinggi dibandingkan model standar sambil memenuhi persyaratan struktural dan arsitektur tertentu.
1.4 Keunggulan Strategis dan Metodologi Penerapan
Sistem bata saling mengunci memberikan keunggulan yang menarik di berbagai dimensi proses konstruksi.
- Efisiensi Konstruksi dan Optimalisasi Tenaga Kerja:Metode dry-stack menghilangkan persiapan dan penerapan mortar, biasanya mengurangi waktu konstruksi sebesar 40-60% dibandingkan dengan pasangan bata konvensional. Sistem saling mengunci menyederhanakan penyelarasan dan menghilangkan kebutuhan tukang batu yang sangat terampil, dengan konstruksi dinding dasar yang dapat dilatih dalam 3-5 hari. Spesialisasi tenaga kerja yang berkurang dan percepatan waktu konstruksi secara signifikan menurunkan biaya keseluruhan proyek, terutama berdampak besar di daerah dengan akses terbatas terhadap tenaga kerja pasangan batu yang terampil.
- Kinerja Struktural dan Ketahanan Seismik:Sistem interlock yang dirancang dengan baik menunjukkan karakteristik struktural yang luar biasa, khususnya dalam aplikasi seismik. Penguncian mekanis menciptakan sistem dinding semi-kaku yang dapat menyesuaikan gerakan minor tanpa mengalami kegagalan, mengungguli batu bata konvensional dalam pengujian simulasi gempa. Fleksibilitas bawaan sistem ini, dikombinasikan dengan kemampuan untuk memasang tulangan vertikal pada saluran yang ditentukan, memberikan performa seismik yang lebih baik dibandingkan konstruksi batu bata tradisional yang tidak diperkuat.
- Aksesibilitas Ekonomi dan Efisiensi Biaya:Teknologi ini secara signifikan mengurangi biaya konstruksi melalui beberapa jalur: penghapusan bahan mortar (biasanya 15-20% dari biaya pasangan bata), pengurangan kebutuhan tenaga kerja (penghematan 30-50%), minimalisasi limbah material (di bawah 2% dibandingkan 5-10% pada pasangan bata konvensional), dan biaya transportasi yang lebih rendah karena produksi terlokalisasi. Penghematan biaya konstruksi keseluruhan biasanya berkisar antara 25-35% dibandingkan konstruksi bata bakar konvensional, sehingga membuat perumahan berkualitas lebih terjangkau secara ekonomi.
1.5 Kerangka Implementasi dan Pertimbangan Komersial
Keberhasilan penerapan teknologi bata interlock memerlukan perencanaan strategis di berbagai dimensi teknis, operasional, dan komersial.
- Strategi Pengembangan dan Penerapan Pasar:Implementasi yang sukses dimulai dengan mengidentifikasi aplikasi yang tepat, biasanya dimulai dengan konstruksi perumahan satu lantai, tembok perimeter, dan struktur pertanian. Edukasi pasar sangat penting, terutama menunjukkan kredibilitas struktural melalui dinding uji dan proyek referensi. Kemitraan strategis dengan agen perumahan, organisasi pengembangan, dan perusahaan konstruksi progresif dapat mempercepat penerimaan pasar dan menciptakan permintaan berkelanjutan untuk unit yang diproduksi.
- Perencanaan dan Pengoperasian Fasilitas Produksi: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
Kesimpulan
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
Pertanyaan yang Sering Diajukan (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.