Hordhac Tignoolojiga Cusub ee Dhismaha Isku-dheji-dry-ka
The global construction industry faces persistent challenges in balancing cost efficiency, structural integrity, and accessibility, particularly in developing regions and for budget-conscious projects. The interlocking manual brick making machine emerges as a transformative solution that addresses these fundamental concerns through innovative engineering principles. This specialized equipment produces masonry units featuring precisely engineered protrusions and recesses that mechanically lock together without conventional mortar binding. For distributors, procurement specialists, and development organizations, this technology represents not merely a construction tool but a comprehensive building system that redefines traditional masonry methodologies.
Qaabka Farsamada iyo Makanikada Hawl-galka
1.1 Mabaadi'ida Handeerada iyo Qeexidda Qorsheynta
Makiinad qori dhejis ah oo gacanta lagu shaqeeyo waxay leeyihiin handarraad muhim ah oo injineernimo ah inkastoo ay fudud yihiin, waxayna ku jiraan xisaabinta joomatari ee saxda ah iyo mabda'aynta cilmiga alaabta.
- Qaabka Isku-xidhka Joomatari:Hidda aasaasiga ah waxay ku taal naqshadeynta lebiska ee leh xirxiryo goobta siyaasadeed loo dhigo iyo xannibaadyo ku habboon oo xiriir mekaniko ah sameeya marka la isugu daro. Inta badan nidaamyadu waxay isticmaalaan qaab isku xirnaan ah oo saf iyo suun ah oo siinaya xasilooniyo badanaa. Saxnaanta isku xiriirintan waxay inta badan u ogolaan u ogolaanshooyin dhexdooda 0.5-1.0 millimitir, iyadoo lagu hubinayo habka isku midka ah ee isku xirnaanta inta lagu jiro soosaarka. Naqshadeyntu badanaa waxay ku jirtaa dhejis yar si loo fududeeyo gelinta iyadoo la ilaalinayo xiriiryo adag, iyadoo nidaamka qufulka ugu badanaa u bixiya iska caabin dheecaanka ah oo u dhigma xiriiriyada dheecaanka caadiga ah marka si sax ah loo gabanayo.
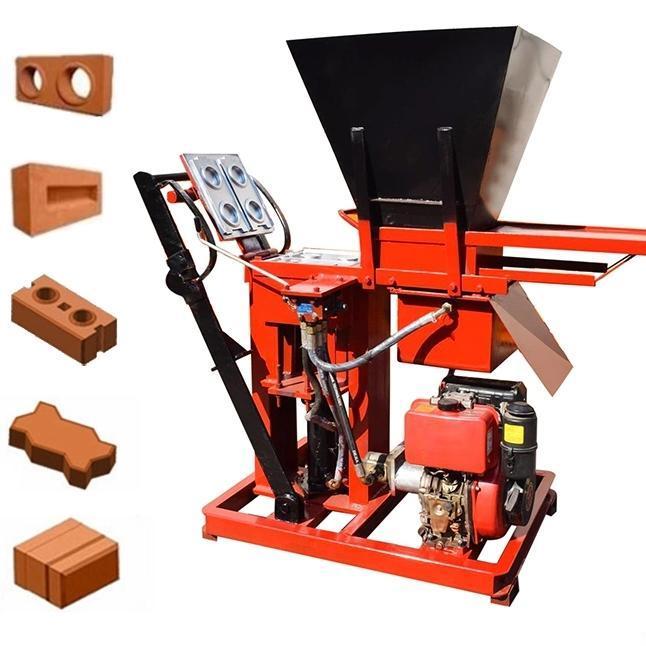
- Tiknoolojiyadda Guddinta Gacanta:Makiinadan waxay isticmaalaan nidaamyo macaanik oo la isticmaalo si ay u soo saaraan xoog kufic ku filan, oo guud ahaan u dhexeeya 2 ilaa 5 tan, taasoo la gaadho nidaamyada isdhaafsiga macaanik ee isku-dhafan ama nidaamyada kufic ee nooca musqusha. Cadaadiska lagu dhaqmo waa si taxadar leh loo miisaamay si loo soo saaro leb iyo kuwo leh cufnaan u dhexeeya 1,800-2,200 kg/m³, kuwaasoo ugu fiican dhammaan hawlgabkida qaab-dhismeedka iyo hufnaanta kulka. Hawlaha gacanta wuu tirtiraa ku tiirsanaanta tamarta halka uu siinayo kufic ku filan soo saarista lebbiska oo adag, iyadoo inta badan nidaamyada loogu talagalay inay ka shaqeeyaan xoogyo hawleed oo u dhexeeya 15-25 kg, taasoo ka dhigaysa iyaga mid la gaarsiin karo duwamad kala duwan.
- Nidaamka Qalabka Qalabka Qaabeynta ee Qayb-qaybinta:Noocyada horumarsan waxay leeyihiin dhisyo isbadalaya oo ay ku sameyn karaan qaabab kala duwan oo isku xira oo laga soo saaro hal qalab macmiil. Nidaamyadan waxay u oggolaadaan warshadaha in ay soo saaraan qaybo isku dheeli tiran oo ay ka mid yihiin nus-libinnaadyo, qaybo geesood, iyo walxo gaar ah iyadoo la isticmaalayo qalabka aasaasiga ah. Naqshadaynta dhisyada badanaaba waxay ku jiraan habab si dhakhso leh u sii dejinaya oo fududeeyaan soo saarista libinnaadyada iyadoo la ilaaliyo sifooyinka isku xirka ee ugu muhiimsan, taas oo muhiim u ah ilaalinta wax soo saarka iyo tayada alaabta.
1.2 Habka Warshadaynta iyo Tifatirka Tayo
Habka wax soo saarida leegooyinka isku xirxiran waxaa si gaar ah loo nuuxnuuxsaday isku mid ahaanta iyo sax ahaanta iyadoo la adeegsanayo habab hawleed nidaamsan.
- Diyaarinta Qalabka iyo Naqshadaynta Isku-darka:Wax-soo-saarka labiska isku-xirka guul leh wuxuu u baahan yahay qalabka la istiimaalo ee darajada gaarka ah, oo caadi ahaan loo isticmaalo xoogagga darajada wanaagsan oo leh cabirka ugu weyn ee xoogga 6-8mm si loo hubiyo sameynta sifo sax ah. Saamiga sibiirta iyo xoogagga guud ahaan waxay ka dhigan tahay 1:6 ilaa 1:8, iyo biyo ku jira oo si xad dhaaf ah loo ilaaliyo inta u dhexeysa 8-12% si loo gaaro isku-dhafka ugu fiican iyadoon la dhejinayo qaabka qolofka. Hawlaha guul badan oo ay ku jiraan isku-dhafka dhoobada iyo sibiirta marka dhoobada maxalli ah ee ku habboon la heli karo, waxay raacaan astaamo la dejiyay sida ASTM D559 imtixaanka adkaynta.
- Habka Soo Saarka ee Heerka La QoondeeyayHabka warshadeyntu wuxuu raacaa hab taxane ah oo bilowda cabbirka qalabka isku midka ah iyadoo la isticmaalayo qalabyo heer sare ah. Waa la dhigaa si taxadar leh qolka qalabka gaarka loo leeyahay iyadoo la fiirsiinayo si gaar ah meelaha sifooyinka isku xiran. Xoogga wax lagu cabiro waa la adeegsadaa si joogto ah waxaana la ilaaliyaa 10-30 ilbiriqsi adiga oo ku xiran sifooyinka isku dheggan. Habka ka bixinta qalabka waxaa lagu adeegsadaa nidaamyada saxda ah ee soo saarista ee ilaaliya sifooyinka isku xiran ee jilicsan, waxaana ku xiga gudbiyada degdegga ah ee loo maro meelaha la xakameeyo diyaarinta. Habkani nidaamka ah wuxuu hubiyaa saxnaanta joogtada ah ee cabbirka isku midka ah inta udhaxeysa xirmooyinka soo saarista.
- Hababka Daweynta iyo Hubinta Tayooyinka:Ka duwan tobanka caadiga ah, halbeegyada isku xirxira waxay u baahan yihiin taxadar gaar ah inta lagu jiro markii hore ee daweynta si loo ilaaliyo qummanida joomatari. Habka daweynta guud ahaani wuxuu ku lug leeyahay 48 saacadood oo daweyn nadiif ah oo hoos ka maraan dhar dhalaalaya ah, ka dibna 14-21 maalmood oo daweyn hawo ah ka hor inta aan loo isticmaalin dhismaha. Xaqiijinta tayada waxaa ka mid ah baaritaan joogto ah oo cabbirka ah iyadoo la isticmaalayo qiyaas gaar ah oo cabbiraa sifooyinka muhiimka ah ee isku xirxirka, iyo imtixaan joogto ah oo cadaadis ah si loo hubiyo ku filnaanta qaab-dhismeedka, oo guud ahaan ujeedadeedu yahay xoogag u dhexeeya 3-7 MPa iyadoo ku xiran baahida codsigga.
1.3 Nidaamka Kala Saarista iyo Isku-beddelada Teknikooleed
Makiinadaha labin isku xirka waxay kala duwan yihiin xirfadaha farsamada iyo awoodda wax soo saarka ee loo qoonsaday kala duwan suuqyada.
- Nidaamka Fudud ee Fiishinka Taangiyada: Representing the most accessible technology tier, these machines utilize simple lever mechanisms to generate compaction force. Production capacities typically range from 300-600 bricks per 8-hour day, with initial operator training requirements of 2-3 days for basic proficiency. These systems are characterized by their rugged construction, minimal maintenance needs, and complete independence from external power sources, making them ideal for remote applications and community-based construction initiatives.
- Advanced Multi-Function Manual Presses: This category incorporates improved mechanical advantage systems, often using compound levers or flywheel mechanisms to achieve higher compaction forces. Daily outputs typically range from 600-1,200 bricks, with features including adjustable compression settings, quick-change mold systems, and integrated brick ejection mechanisms. These systems represent the optimal balance between production efficiency and affordability for small to medium enterprises establishing commercial brick manufacturing operations.
- Specialized System Variants: The market includes machines optimized for specific applications, including machines producing interlocking bricks for curved walls, specialized units for slope retention structures, and systems designed specifically for earthquake-resistant construction incorporating reinforced interlocking patterns. These specialized variants typically command 25-40% price premiums over standard models while addressing specific structural and architectural requirements.
1.4 Strategic Advantages and Application Methodology
The interlocking brick system delivers compelling advantages across multiple dimensions of the construction process.
- Construction Efficiency and Labor Optimization: The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
Gabagabo
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
Su'aalaha Inta Badan La Is Weydiiyo (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.