Introduction to Innovative Dry-Stack Construction Technology
The global construction industry faces persistent challenges in balancing cost efficiency, structural integrity, and accessibility, particularly in developing regions and for budget-conscious projects. The interlocking manual brick making machine emerges as a transformative solution that addresses these fundamental concerns through innovative engineering principles. This specialized equipment produces masonry units featuring precisely engineered protrusions and recesses that mechanically lock together without conventional mortar binding. For distributors, procurement specialists, and development organizations, this technology represents not merely a construction tool but a comprehensive building system that redefines traditional masonry methodologies.
Technical Framework and Operational Mechanics
1.1 Engineering Principles and Design Specifications
Interlocking manual brick making machines embody sophisticated engineering despite their mechanical simplicity, incorporating precise geometrical calculations and material science principles.
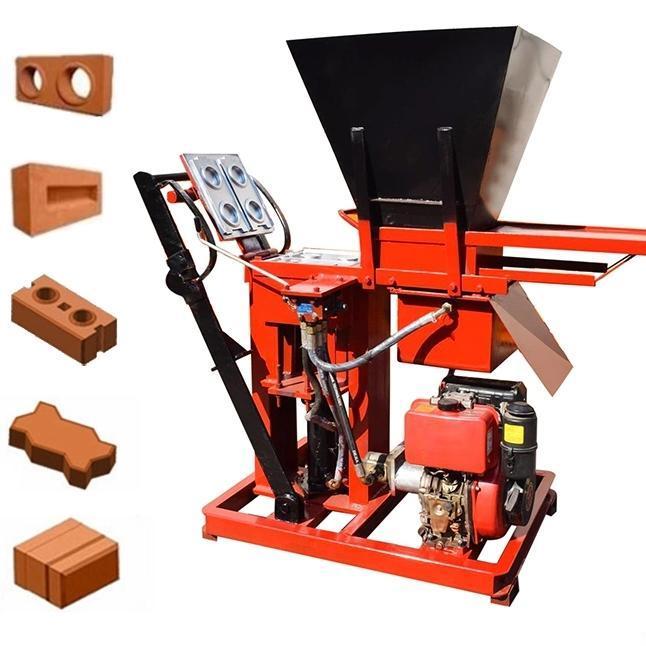
- Geometric Interlocking Mechanism: The core innovation lies in the brick design featuring strategically positioned ridges and corresponding grooves that create a mechanical bond when assembled. Most systems utilize a vertical and horizontal interlocking pattern that provides stability in multiple dimensions. The precision of these connections typically allows for tolerances within 0.5-1.0 millimeters, ensuring consistent fit across production batches. The design often incorporates a slight taper to facilitate easy placement while maintaining tight joints, with the locking mechanism typically providing shear resistance equivalent to conventional mortar joints when properly engaged.
- Manual Compression Technology: These machines utilize leveraged mechanical systems to generate sufficient compaction force, typically ranging from 2 to 5 tons, achieved through compound lever mechanisms or screw-type compression systems. The pressure application is carefully calibrated to produce bricks with densities between 1,800-2,200 kg/m³, optimal for both structural performance and thermal insulation properties. The manual operation eliminates power dependencies while providing adequate compression for durable brick production, with most systems designed for operational forces within the 15-25 kg range, making them accessible for diverse operators.
- Modular Mold Systems: Advanced versions feature interchangeable mold plates that enable production of various interlocking patterns from a single machine frame. These systems allow manufacturers to produce complementary units including half-bricks, corner pieces, and specialty elements using the same basic equipment. The mold designs often incorporate quick-release mechanisms that facilitate easy brick ejection while preserving the delicate interlocking features, crucial for maintaining production efficiency and product quality.
1.2 Manufacturing Process and Quality Control
The production methodology for interlocking bricks emphasizes consistency and precision through systematic operational procedures.
- Material Preparation and Mixture Design: Successful interlocking brick production requires specifically graded raw materials, typically utilizing a well-graded aggregate with maximum particle size of 6-8mm to ensure precise feature formation. The cement-to-aggregate ratio generally ranges from 1:6 to 1:8, with moisture content critically maintained between 8-12% to achieve optimal compaction without adhering to mold surfaces. Many successful operations incorporate soil-cement mixtures where suitable local soils are available, following established standards such as ASTM D559 for durability testing.
- Standardized Production Sequence: The manufacturing process follows a disciplined sequence beginning with uniform material measurement using standardized containers. The mixture is carefully placed in the mold chamber with particular attention to filling the interlocking feature areas. Compression is applied steadily and maintained for 10-30 seconds depending on mixture characteristics. The demolding process utilizes precise ejection systems that protect the delicate interlocking features, followed by immediate transfer to controlled curing areas. This systematic approach ensures consistent dimensional accuracy across production batches.
- Curing and Quality Assurance Protocols: Unlike conventional bricks, interlocking units require particular attention during the initial curing phase to preserve geometric integrity. The curing process typically involves 48 hours of moist curing under plastic sheeting followed by 14-21 days of air curing before use in construction. Quality verification includes regular dimensional checks using custom gauges that measure critical interlocking features, along with periodic compressive testing to ensure structural adequacy, typically targeting strengths between 3-7 MPa depending on application requirements.
1.3 Classification System and Technical Variants
Interlocking brick machines span a spectrum of technical sophistication and production capabilities tailored to different market segments.
- Basic Lever-Action Systems: Representing the most accessible technology tier, these machines utilize simple lever mechanisms to generate compaction force. Production capacities typically range from 300-600 bricks per 8-hour day, with initial operator training requirements of 2-3 days for basic proficiency. These systems are characterized by their rugged construction, minimal maintenance needs, and complete independence from external power sources, making them ideal for remote applications and community-based construction initiatives.
- Advanced Multi-Function Manual Presses: This category incorporates improved mechanical advantage systems, often using compound levers or flywheel mechanisms to achieve higher compaction forces. Daily outputs typically range from 600-1,200 bricks, with features including adjustable compression settings, quick-change mold systems, and integrated brick ejection mechanisms. These systems represent the optimal balance between production efficiency and affordability for small to medium enterprises establishing commercial brick manufacturing operations.
- Specialized System Variants: The market includes machines optimized for specific applications, including machines producing interlocking bricks for curved walls, specialized units for slope retention structures, and systems designed specifically for earthquake-resistant construction incorporating reinforced interlocking patterns. These specialized variants typically command 25-40% price premiums over standard models while addressing specific structural and architectural requirements.
1.4 Strategic Advantages and Application Methodology
The interlocking brick system delivers compelling advantages across multiple dimensions of the construction process.
- Construction Efficiency and Labor Optimization: The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
နိဂုံး
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
မကြာခဏ မေးလေ့ရှိသော မေးခွန်းများ (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.