Введение в инновационную технологию сухой кладки
Глобальная строительная отрасль сталкивается с постоянными проблемами в балансировании экономической эффективности, структурной целостности и доступности, особенно в развивающихся регионах и для бюджетных проектов. Межблочный ручной станок для производства кирпича становится революционным решением, которое решает эти фундаментальные вопросы с помощью инновационных инженерных принципов. Это специализированное оборудование производит кладочные элементы с точно спроектированными выступами и углублениями, которые механически сцепляются друг с другом без традиционного связующего раствора. Для дистрибьюторов, специалистов по закупкам и организаций развития эта технология представляет собой не просто строительный инструмент, а комплексную строительную систему, переосмысливающую традиционные методы кладки.
Техническая структура и операционные механизмы
1.1 Принципы проектирования и технические характеристики
Механические станки для ручного производства кирпичей с замковым соединением воплощают в себе сложную инженерную мысль, несмотря на свою механическую простоту, включая точные геометрические расчёты и принципы материаловедения.
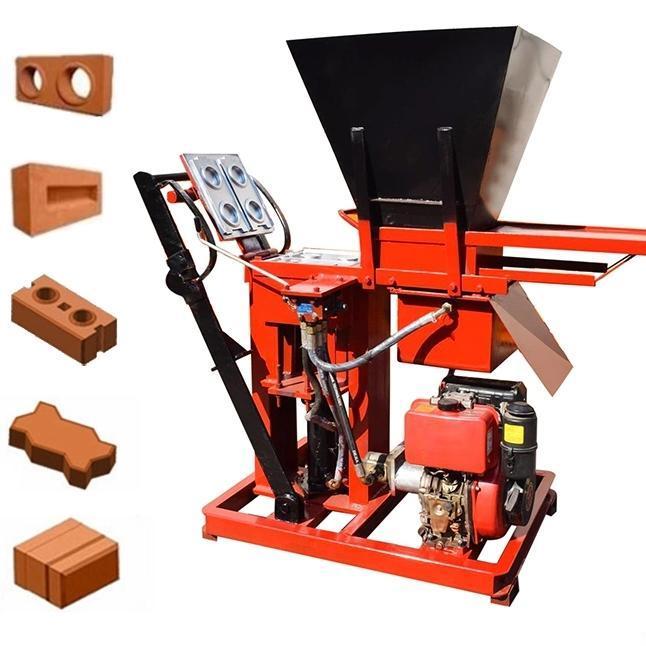
- Геометрический механизм взаимного блокирования:Основное новшество заключается в конструкции кирпича с продуманно расположенными выступами и соответствующими пазами, которые при сборке создают механическое сцепление. Большинство систем использует вертикальное и горизонтальное переплетение, обеспечивающее устойчивость в нескольких измерениях. Точность этих соединений обычно допускает отклонения в пределах 0,5–1,0 миллиметра, гарантируя стабильную подгонку между производственными партиями. Конструкция часто предусматривает небольшой скос для облегчения укладки при сохранении плотных стыков, при этом замыкающий механизм при правильной сборке обеспечивает сопротивление сдвигу, сопоставимое с традиционными растворными швами.
- Ручная технология сжатия:Эти машины используют рычажные механические системы для создания достаточной силы уплотнения, обычно составляющей от 2 до 5 тонн, что достигается за счет составных рычажных механизмов или винтовых систем сжатия. Приложение давления тщательно калибруется для получения кирпичей с плотностью от 1800 до 2200 кг/м³, что оптимально как для структурной прочности, так и для теплоизоляционных свойств. Ручная эксплуатация исключает зависимость от источников энергии, обеспечивая при этом достаточное сжатие для производства прочных кирпичей, причем большинство систем рассчитано на рабочее усилие в диапазоне 15-25 кг, что делает их доступными для различных операторов.
- Модульные системы пресс-форм:Усовершенствованные версии оснащены сменными формовочными плитами, позволяющими производить различные замковые узоры на одной станине машины. Эти системы дают производителям возможность создавать взаимодополняющие элементы, включая половинки кирпичей, угловые детали и специальные компоненты, используя то же базовое оборудование. Конструкции форм часто включают механизмы быстрого освобождения, которые облегчают извлечение кирпичей, сохраняя при этом хрупкие замковые элементы, что крайне важно для поддержания эффективности производства и качества продукции.
1.2 Производственный процесс и контроль качества
Методология производства блокирующихся кирпичей подчеркивает последовательность и точность через систематические операционные процедуры.
- Подготовка материалов и проектирование смесей:Успешное производство блоков с замковым соединением требует специально подобранного сырья, как правило, с использованием хорошо отсортированного заполнителя с максимальным размером частиц 6-8 мм для обеспечения точного формования элементов. Соотношение цемента к заполнителю обычно составляет от 1:6 до 1:8, при этом влажность строго поддерживается в диапазоне 8-12% для достижения оптимального уплотнения без прилипания к поверхностям формы. Многие успешные производства используют цементно-грунтовые смеси при наличии подходящих местных почв, следуя установленным стандартам, таким как ASTM D559 для испытаний на долговечность.
- Стандартизированная последовательность производства:Производственный процесс следует строгой последовательности, начиная с равномерного измерения материалов с использованием стандартизированных контейнеров. Смесь аккуратно помещается в формовочную камеру с особым вниманием к заполнению зон замковых элементов. Сжатие применяется равномерно и выдерживается в течение 10-30 секунд в зависимости от характеристик смеси. Процесс извлечения из формы использует прецизионные системы выталкивания, защищающие хрупкие замковые элементы, с последующей немедленной передачей в контролируемые зоны отверждения. Такой системный подход обеспечивает стабильную точность размеров во всех производственных партиях.
- Протоколы отверждения и обеспечения качества:В отличие от обычных кирпичей, блочные элементы с замковым соединением требуют особого внимания на начальной стадии твердения для сохранения геометрической целостности. Процесс отверждения обычно включает 48 часов влажного твердения под полиэтиленовой пленкой с последующим 14-21-дневным воздушным отверждением перед использованием в строительстве. Контроль качества предусматривает регулярные проверки размеров с помощью специальных калибров, измеряющих ключевые замковые элементы, а также периодические испытания на сжатие для обеспечения структурной надежности, как правило, с целевыми показателями прочности от 3 до 7 МПа в зависимости от требований применения.
1.3 Система классификации и технические варианты
Машины для производства блокирующихся кирпичей охватывают широкий спектр технической сложности и производственных возможностей, адаптированных под различные рыночные сегменты.
- Basic Lever-Action Systems: Representing the most accessible technology tier, these machines utilize simple lever mechanisms to generate compaction force. Production capacities typically range from 300-600 bricks per 8-hour day, with initial operator training requirements of 2-3 days for basic proficiency. These systems are characterized by their rugged construction, minimal maintenance needs, and complete independence from external power sources, making them ideal for remote applications and community-based construction initiatives.
- Advanced Multi-Function Manual Presses: This category incorporates improved mechanical advantage systems, often using compound levers or flywheel mechanisms to achieve higher compaction forces. Daily outputs typically range from 600-1,200 bricks, with features including adjustable compression settings, quick-change mold systems, and integrated brick ejection mechanisms. These systems represent the optimal balance between production efficiency and affordability for small to medium enterprises establishing commercial brick manufacturing operations.
- Specialized System Variants: The market includes machines optimized for specific applications, including machines producing interlocking bricks for curved walls, specialized units for slope retention structures, and systems designed specifically for earthquake-resistant construction incorporating reinforced interlocking patterns. These specialized variants typically command 25-40% price premiums over standard models while addressing specific structural and architectural requirements.
1.4 Strategic Advantages and Application Methodology
The interlocking brick system delivers compelling advantages across multiple dimensions of the construction process.
- Construction Efficiency and Labor Optimization: The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
Conclusion
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
Frequently Asked Questions (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.