مقدمة في تكنولوجيا إنتاج وحدات البناء المتقدمة
The global construction industry’s relentless pursuit of efficient, sustainable, and cost-effective building materials has positioned cement hollow bricks as a fundamental component in contemporary structural design. These specialized masonry units, characterized by their strategically designed voids, represent a significant evolution in building material science. The machinery responsible for their production embodies a sophisticated fusion of structural engineering principles, material technology, and manufacturing automation. For distributors, procurement specialists, and industrial investors, understanding the technical complexities and commercial implications of cement hollow brick making machinery is paramount for capitalizing on the growing demand for advanced construction materials.
المواصفات الفنية وتحليل عملية التصنيع
1.1 المبادئ الهندسية الأساسية وهندسة التصميم
تمثل آلات صنع الطوب الأسمنتي المجوف فئة متخصصة من معدات البناء المصممة خصيصاً لإنتاج وحدات البناء ذات تجويفات دقيقة.
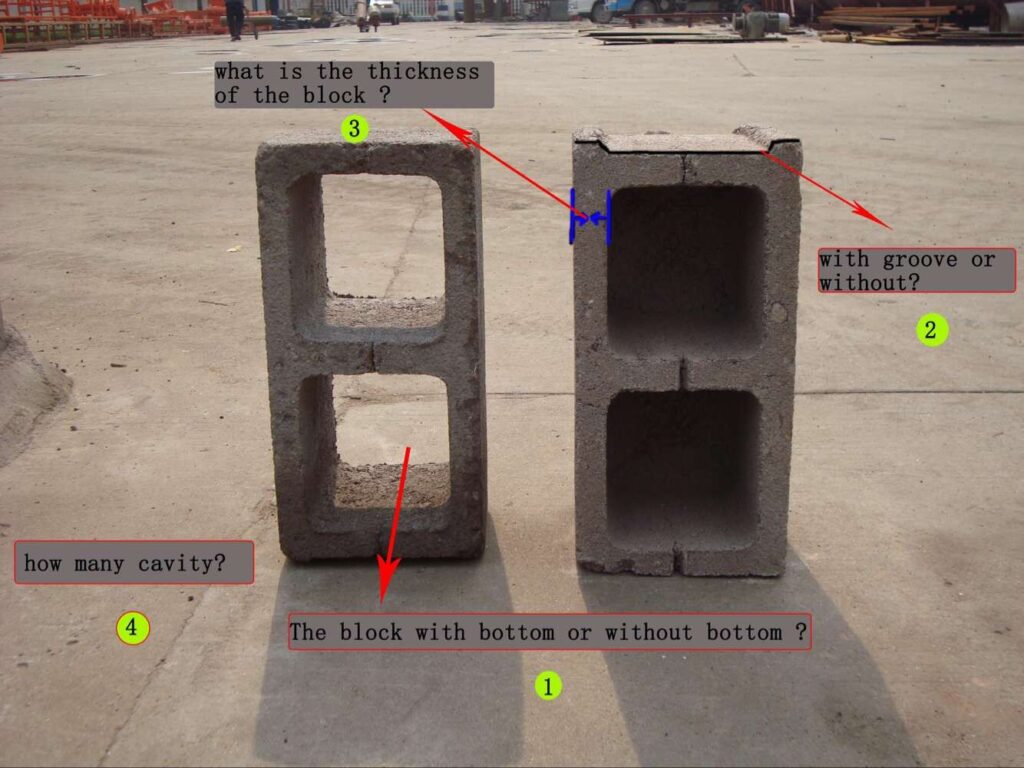
- تصميم وتكوين الفراغ الهيكليتتمحور عملية التصنيع حول أنظمة قوالب مصممة بدقة تُنشئ أنماط فراغات إستراتيجية داخل كل وحدة طوب. تشكل هذه الفراغات عادةً 25-50% من الحجم الكلي للطوب، مما يخلق مزيجاً فريداً من تقليل الوزن والسلامة الهيكلية. يتضمن تصميم القالب نوى مصممة خصيصاً لتشكيل هذه التجاويف مع الحفاظ على سماكة الجدار المثلى بين الفراغات والسطح الخارجي للطوب. تتميز الأنظمة المتطورة بأنظمة نوى سريعة الاستبدال تتيح للمصنعين تعديل أنماط الفراغات دون استبدال القالب بالكامل، مما يمكن مرونة الإنتاج لمتطلبات هيكلية مختلفة ومعايير بناء محلية.
- تقنية الاهتزاز والضغط المتكاملة:يستخدم تصنيع الطوب المجوف الحديث نظام دمج مزدوج يجمع بين الاهتزاز عالي التردد والضغط الهيدروليكي المُتحكَّم به. يعمل تردد الاهتزاز، الذي يتراوح عادةً بين ٣٠٠٠-٤٥٠٠ دورة في الدقيقة، على ضمان توزيع كامل للمادة عبر القالب المعقد، مما يزيل أي فراغات محتملة أو نقاط ضعف في الجدران الفاصلة بين التجاويف. في الوقت نفسه، تطبق الأنظمة الهيدروليكية ضغطاً مُعايراً بدقة يتراوح بين ١٢٠-٢٥٠ طناً، حسب سعة الآلة، لتحقيق الكثافة المثلى والدقة الأبعادية. يُعد هذا المزيج أساسياً لإنتاج طوب مجوف بسمك جدران متساوي وأداء هيكلي موثوق.
- تسلسل الإنتاج الآلي:تتبع دورة التصنيع تسلسلاً زمنياً دقيقاً يبدأ بالتغذية الآلية للمواد في تجاويف القالب. تضم أنظمة التغذية المتخصصة توزيعاً متساوياً في جميع أنحاء هيكل القالب المعقد، بما في ذلك المناطق المحيطة بعناصر القلب. بعد توزيع المواد، تبدأ مرحلة الضغط، حيث يتم تطبيق الاهتزاز والضغط وفقاً للمعايير المبرمجة مسبقاً. تستخدم عملية إزالة القالب أنظمة قذف دقيقة تزيل الطوب حديث التشكيل بعناية دون الإضرار بالجدران الرقيقة بين الفراغات. أخيراً، تنقل أنظمة المناولة الآلية للمنصات المنتجات غير المصلبة إلى مناطق المعالجة، مع الحفاظ على سلامة المنتج خلال عملية المناولة بأكملها.
1.2 تصنيف أنظمة التصنيع والقدرات التقنية
تمتد معدات إنتاج الطوب المجوف عبر طيف من التطور التقني، بدءاً من العمليات اليدوية الأساسية وصولاً إلى الأنظمة الصناعية المؤتمتة بالكامل.
- أنظمة المكابس الهيدروليكية الثابتة:تمثل هذه الآلات الصناعية المتطورة القطاع الفاخر في تكنولوجيا تصنيع الطوب المجوف. وتتميز بهياكلها الضخمة وأنظمتها الهيدروليكية القوية، حيث تقدم قدرات إنتاجية تتراوح بين ٨٠٠٠ إلى ٢٠٠٠٠ طوبة خلال وردية عمل مدتها ٨ ساعات. وتدمج هذه الأنظمة عادةً وحدات تحكم منطقية قابلة للبرمجة (PLC) تدير كل جانب من عملية الإنتاج، بدءاً من تناسب المواد الخام وحتى إخراج الطوب النهائي. ويضمن بناؤها المتين إنتاجاً متسقاً للطوب المجوف عالي الجودة المطابق لمعايير ASTM وISO الدولية فيما يتعلق بتحمل الأبعاد ومقاومة الضغط.
- وحدات الإنتاج المتنقلة ذات التشغيل الهيدروليكي:تحتل هذه الأنظمة الجزء الأوسط من السوق، حيث تجمع بين التشغيل الهيدروليكي ودرجات متفاوتة من الأتمتة. تتراوح طاقتها الإنتاجية عادة بين 2000-6000 طوبة يومياً، مما يجعلها مناسبة للعمليات متوسطة النطاق وتصنيع المنتجات المتخصصة. تتميز العديد من الموديلات في هذه الفئة بتصاميم نمطية تسمح بترقيات تدريجية للأتمتة، مما يوفر مرونة تصنيعية للشركات النامية. غالباً ما تتضمن هذه الأنظمة أنظمة تحكم إلكترونية أساسية لضمان اتساق التشغيل مع الحفاظ على البساطة النسبية في التشغيل.
- أنظمة التشغيل الميكانيكية:تمثل هذه الماكينات شريحة المبتدئين، حيث تستخدم أنظمة الرافعات الميكانيكية بدلاً من التشغيل الهيدروليكي. ورغم تقديمها لمخرجات إنتاجية أقل (عادة 800-1500 طوبة يومياً)، إلا أنها توفر نقطة دخول سهلة لرواد الأعمال الصغار والمنتجين المتخصصين. يؤدي تصميمها البسيط إلى متطلبات صيانة وتكاليف تشغيل أقل، لكن على حساب انخفاض سرعة الإنتاج وقدر أقل من الاتساق في كثافة المنتج والدقة الأبعاد مقارنة بالأنظمة الهيدروليكية.
1.3 علم المواد وصيغ الإنتاج
تعتمد جودة الطوب المجوف النهائي بشكل كبير على اختيار المواد وتصميم الخلطة، حيث يتم هندسة معدات التصنيع لمعالجة خصائص المواد المحددة.
- المواصفات المثلى للمواد الخاميتطلب إنتاج الطوب المجوف الناجح استخدام ركام مُصنف بعناية، حيث يتراوح حجم حبيباته عادة بين ٠ و٦ مم. يجب تحسين منحنى تصنيف الركام لضمان تدفق المواد بسلاسة داخل أشكال القوالب المعقدة، مع تحقيق الدمك الكافي حول العناصر الأساسية. يتراوح محتوى الأسمنت بشكل عام بين نسبة ١:٦ إلى ١:٨ من الأسمنت إلى الركام، اعتماداً على متطلبات مقاومة الضغط المستهدفة. يجب التحكم بدقة في محتوى الماء، عادة بين ٨-١٢٪ من الوزن الإجمالي، لتحقيق الترطيب الأمثل دون المساس بخصائص إزالة القوالب.
- Advanced Material Processing Technology: Industrial-scale hollow brick manufacturing incorporates sophisticated material preparation systems. These often include automated batching equipment with precision weighing systems, forced-action mixers that ensure homogeneous distribution of cement throughout the aggregate matrix, and moisture control systems that maintain consistent water-cement ratios. Some advanced systems incorporate real-time moisture monitoring with automatic compensation, crucial for maintaining consistent product quality in varying environmental conditions.
- Specialized Additive Integration: Modern hollow brick production frequently incorporates specialized additives to enhance specific product characteristics. These may include water-reducing agents to improve workability at lower water content, hardening accelerators for faster initial strength development, and waterproofing compounds for improved durability. The manufacturing equipment must be compatible with these additives, with dosing systems capable of precise proportional injection into the mixture.
1.4 Strategic Business Advantages and Market Applications
The production and utilization of machine-made hollow bricks offer compelling advantages throughout the construction value chain.
- Structural and Economic Benefits: The strategic void configuration reduces weight by 25-40% compared to solid units, resulting in significant savings in transportation costs and structural foundation requirements. The air pockets within the bricks provide natural thermal insulation, potentially reducing heating and cooling energy consumption in finished buildings by 15-30%. Additionally, the reduced material volume per unit translates to direct material cost savings without compromising structural performance when designed according to engineering specifications.
- Environmental Impact and Sustainability Credentials: Hollow brick manufacturing represents a sustainable approach to construction through optimized material usage. The reduced cement content per unit directly lowers the carbon footprint associated with production. Furthermore, the thermal insulation properties contribute to energy efficiency throughout the building lifecycle. Manufacturing processes typically generate minimal waste, with most production scrap being recyclable back into the production stream.
- Construction Efficiency Advantages: The standardized dimensions and consistent quality of machine-made hollow bricks significantly improve construction efficiency. The uniform size reduces mortar consumption and enables faster laying rates compared to irregular or hand-made alternatives. The reduced weight decreases labor fatigue and handling time, while the predictable structural performance simplifies engineering calculations and quality control procedures.
1.5 Implementation Considerations and Commercial Planning
Successful integration of hollow brick manufacturing technology requires careful analysis of multiple commercial and operational factors.
- Market Analysis and Business Planning: Prior to investment, comprehensive market assessment should identify specific opportunities in local construction sectors. Analysis should consider competition from alternative materials, regulatory environment regarding hollow brick utilization in structural applications, and potential partnerships with construction firms and distributors. The business plan must clearly define target markets, whether focusing on residential construction, commercial projects, or specialized applications such as partition walls or fencing.
- Technical Implementation and Operational Planning: Site selection must consider adequate space for production equipment, raw material storage, and product curing. Infrastructure requirements include appropriate power supply, water access, and waste management systems. The implementation timeline must account for equipment procurement, foundation construction, installation, and operator training. For larger systems, planning should include phased commissioning to identify and resolve operational issues before full-scale production.
- Financial Analysis and Investment Planning: Comprehensive financial modeling must extend beyond initial equipment acquisition to include all aspects of operational costs. The analysis should project production costs based on local material and labor rates, identify break-even production volumes, and model cash flow requirements. Sensitivity analysis should examine impact of variables such as fluctuations in cement prices, changes in market demand, and potential regulatory changes affecting material specifications.
خاتمة
Cement hollow brick making machinery represents a sophisticated convergence of mechanical engineering, materials science, and industrial automation. This technology enables manufacturers to produce building materials that simultaneously address structural requirements, economic constraints, and environmental considerations. The strategic advantages of hollow bricks—including reduced weight, improved thermal performance, and material efficiency—position them favorably within evolving construction methodologies focused on sustainability and cost-effectiveness. For commercial stakeholders, success in this sector requires thorough understanding of both the technical aspects of manufacturing and the market dynamics driving demand. With careful planning and strategic implementation, hollow brick manufacturing presents significant opportunities for growth and leadership in the competitive construction materials industry.
الأسئلة الشائعة (FAQ)
Q1: What are the key differences between manufacturing solid bricks versus hollow bricks?
A: The primary differences lie in mold design, compaction methodology, and material requirements. Hollow brick manufacturing requires more complex molds with core elements, precise vibration systems to ensure complete filling around cores, and carefully controlled material consistency to prevent web breakage. The production process typically operates at slightly slower cycle times to ensure proper formation of hollow sections, and requires more sophisticated handling systems to protect the green products before curing.
Q2: What compressive strength can be achieved with machine-produced hollow bricks?
A: Properly manufactured hollow bricks typically achieve compressive strengths ranging from 4-15 MPa (600-2,200 psi), depending on material配方, compaction pressure, and curing methods. Industrial-grade equipment with high-pressure compaction systems can produce bricks meeting ASTM C90 specifications for load-bearing units, with minimum compressive strengths of 13.1 MPa (1,900 psi) for individual units and 11.7 MPa (1,700 psi) for gross area.
Q3: How does the production output of hollow brick machines compare to solid brick equipment?
A: When comparing similarly sized and priced equipment, hollow brick production typically achieves 15-30% lower output in terms of units per hour due to more complex mold geometries and longer cycle requirements. However, when measured by volume of material processed or actual wall coverage area produced, the difference is less significant, typically in the range of 5-15% lower productivity.
Q4: What maintenance considerations are unique to hollow brick manufacturing equipment?
A: The core maintenance challenges involve mold integrity and core element preservation. The complex mold assemblies with core elements require regular inspection for wear and alignment. Maintenance schedules should include careful cleaning of core elements to prevent material buildup, inspection of web thickness consistency, and monitoring of ejection system alignment to prevent damage to freshly formed bricks. Hydraulic systems and vibration mechanisms require the same maintenance attention as solid brick equipment.
Q5: Can the same machine produce different sizes and patterns of hollow bricks?
A: Most modern hollow brick machines are designed with modular mold systems that allow for production of different brick sizes and void configurations. Changing brick specifications typically requires replacing the mold assembly and possibly adjusting compression parameters. Quick-change mold systems can reduce changeover time from several hours to under 30 minutes, while basic systems may require half a day or more for complete reconfiguration.
Q6: What are the specific power requirements for operating industrial-scale hollow brick machines?
A: Industrial hollow brick manufacturing systems typically require three-phase electrical power ranging from 25-75 kW, depending on production capacity and automation level. A medium-capacity system producing 5,000-8,000 bricks daily typically operates on 380-480V with 40-50 kW connected load. Specific requirements vary by manufacturer and should be verified during equipment selection, as inadequate power supply can significantly impact production efficiency and product quality.