Introdução à Tecnologia Avançada de Produção de Unidades de Alvenaria
A busca incessante da indústria global da construção por materiais de construção eficientes, sustentáveis e econômicos posicionou os blocos de cimento vazados como um componente fundamental no projeto estrutural contemporâneo. Essas unidades de alvenaria especializadas, caracterizadas por seus vazios estrategicamente projetados, representam uma evolução significativa na ciência dos materiais de construção. A maquinaria responsável por sua produção incorpora uma sofisticada fusão de princípios de engenharia estrutural, tecnologia de materiais e automação industrial. Para distribuidores, especialistas em aquisições e investidores industriais, compreender as complexidades técnicas e as implicações comerciais da maquinaria de fabricação de blocos de cimento vazados é fundamental para capitalizar a crescente demanda por materiais de construção avançados.
Especificações Técnicas e Análise do Processo de Fabricação
1.1 Princípios Fundamentais de Engenharia e Arquitetura de Design
Máquinas para fazer tijolos vazados de cimento representam uma categoria especializada de equipamentos de construção, projetadas especificamente para produzir unidades de alvenaria com configurações de vazios precisas.
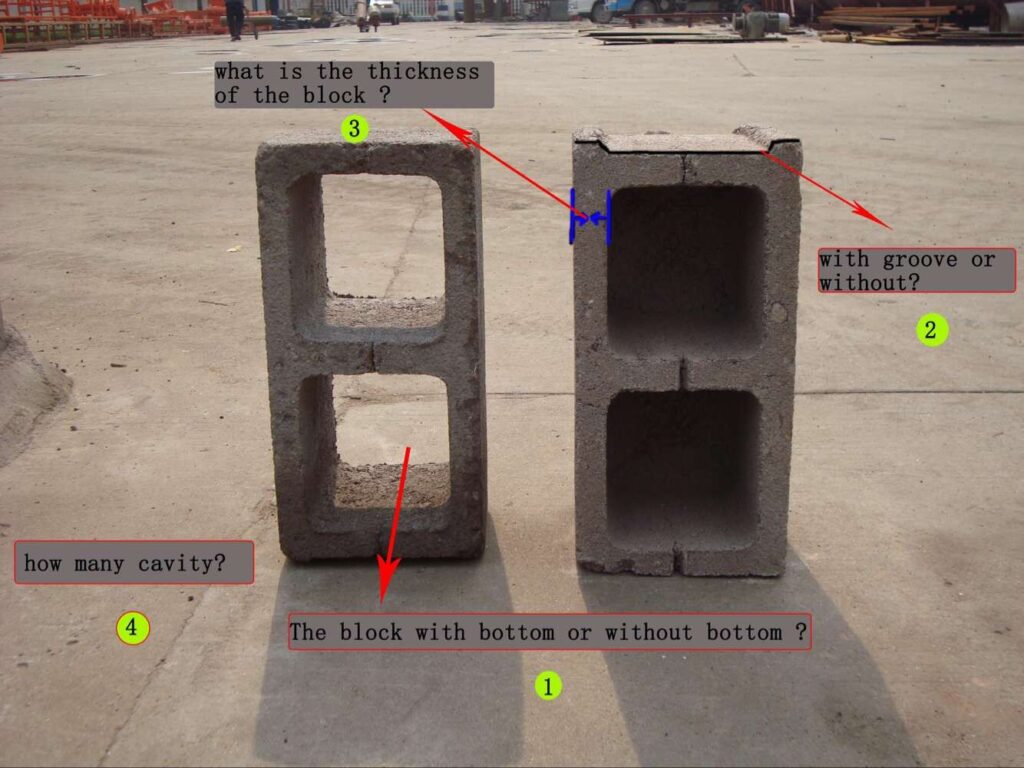
- Projeto e Configuração de Vazios EstruturaisO processo de fabricação concentra-se em sistemas de moldes de engenharia de precisão que criam padrões estratégicos de vazios em cada unidade de tijolo. Esses vazios normalmente constituem 25-50% do volume total do tijolo, criando uma combinação única de redução de peso e integridade estrutural. O design do molde incorpora núcleos especialmente projetados que formam essas cavidades, mantendo uma espessura de parede ideal entre os vazios e o exterior do tijolo. Sistemas avançados contam com mecanismos de núcleos de troca rápida que permitem aos fabricantes alterar os padrões de vazios sem substituição completa do molde, possibilitando flexibilidade de produção para diferentes requisitos estruturais e normas regionais de construção.
- Tecnologia Integrada de Vibração e Compressão:A fabricação moderna de tijolos vazados emprega um sistema de compactação de dupla abordagem que combina vibração de alta frequência com pressão hidráulica controlada. A frequência de vibração, que normalmente opera entre 3.000 e 4.500 RPM, garante uma distribuição completa do material por toda a geometria complexa do molde, eliminando possíveis vazios ou pontos fracos nas paredes entre as seções vazadas. Simultaneamente, os sistemas hidráulicos aplicam uma pressão precisamente calibrada que varia de 120 a 250 toneladas, dependendo da capacidade da máquina, para alcançar densidade ideal e precisão dimensional. Essa combinação é crucial para produzir tijolos vazados com espessura de parede consistente e desempenho estrutural confiável.
- Sequência de Produção Automatizada:O ciclo de fabricação segue uma sequência cronometrada com precisão, começando com a alimentação automatizada de material nas cavidades do molde. Sistemas de alimentação especializados garantem uma distribuição uniforme por toda a geometria complexa do molde, incluindo as áreas ao redor dos elementos centrais. Após a distribuição do material, inicia-se a fase de compressão, com vibração e pressão aplicadas de acordo com parâmetros pré-programados. O processo de desmoldagem utiliza sistemas de ejeção de precisão que removem cuidadosamente os tijolos recém-formados sem danificar as delicadas estruturas entre os vazios. Por fim, sistemas automatizados de manuseio de paletes transferem os produtos crus para as áreas de cura, mantendo a integridade do produto durante todo o processo de manipulação.
1.2 Classificação de Sistemas de Manufatura e Capacidades Técnicas
O equipamento para produção de tijolos vazados abrange um espectro de sofisticação técnica, desde operações manuais básicas até sistemas industriais totalmente automatizados.
- Sistemas de Prensas Hidráulicas Estacionárias:Estas máquinas de nível industrial representam o segmento premium da tecnologia de fabricação de tijolos vazados. Caracterizadas por suas estruturas maciças e sistemas hidráulicos potentes, elas oferecem capacidades de produção que variam de 8.000 a 20.000 tijolos por turno de 8 horas. Esses sistemas geralmente incorporam controladores lógicos programáveis (CLP) que gerenciam todos os aspectos do processo produtivo, desde a dosagem de matéria-prima até a ejeção final dos tijolos. Sua construção robusta permite a produção consistente de tijolos vazados de alta qualidade, atendendo aos padrões internacionais ASTM e ISO para tolerância dimensional e resistência à compressão.
- Unidades de Produção Móveis com Operação Hidráulica:Ocupando o segmento intermediário do mercado, esses sistemas combinam operação hidráulica com diferentes graus de automação. As capacidades de produção geralmente variam entre 2.000 e 6.000 tijolos por dia, tornando-os adequados para operações de médio porte e fabricação de produtos especializados. Muitos modelos nesta categoria apresentam designs modulares que permitem atualizações incrementais de automação, oferecendo flexibilidade de fabricação para negócios em crescimento. Esses sistemas frequentemente incluem controles eletrônicos básicos para consistência operacional, mantendo ao mesmo tempo uma relativa simplicidade operacional.
- Sistemas de Operação Mecânica:Representando o segmento de entrada, essas máquinas utilizam sistemas de alavancagem mecânica em vez de operação hidráulica. Embora ofereçam produções menores (normalmente 800 a 1.500 tijolos por dia), elas proporcionam um ponto de acesso acessível para pequenos empreendedores e fabricantes especializados. Sua simplicidade se traduz em menores necessidades de manutenção e custos operacionais, embora com velocidade de produção reduzida e menos consistência na densidade do produto e precisão dimensional em comparação com os sistemas hidráulicos.
1.3 Ciência dos Materiais e Formulações de Produção
A qualidade dos tijolos vazados acabados depende significativamente da seleção de materiais e do projeto da mistura, com equipamentos de fabricação projetados para processar características específicas dos materiais.
- Especificações Ideais de Matérias-Primas: Successful hollow brick production requires carefully graded aggregates with particle size typically ranging from 0-6mm. The aggregate grading curve must be optimized to ensure smooth material flow into complex mold geometries while achieving adequate compaction around core elements. Cement content generally ranges from 1:6 to 1:8 cement-to-aggregate ratio, depending on targeted compressive strength requirements. Water content must be precisely controlled, typically between 8-12% of total weight, to achieve optimal hydration without compromising demolding characteristics.
- Advanced Material Processing Technology: Industrial-scale hollow brick manufacturing incorporates sophisticated material preparation systems. These often include automated batching equipment with precision weighing systems, forced-action mixers that ensure homogeneous distribution of cement throughout the aggregate matrix, and moisture control systems that maintain consistent water-cement ratios. Some advanced systems incorporate real-time moisture monitoring with automatic compensation, crucial for maintaining consistent product quality in varying environmental conditions.
- Specialized Additive Integration: Modern hollow brick production frequently incorporates specialized additives to enhance specific product characteristics. These may include water-reducing agents to improve workability at lower water content, hardening accelerators for faster initial strength development, and waterproofing compounds for improved durability. The manufacturing equipment must be compatible with these additives, with dosing systems capable of precise proportional injection into the mixture.
1.4 Strategic Business Advantages and Market Applications
The production and utilization of machine-made hollow bricks offer compelling advantages throughout the construction value chain.
- Structural and Economic Benefits: The strategic void configuration reduces weight by 25-40% compared to solid units, resulting in significant savings in transportation costs and structural foundation requirements. The air pockets within the bricks provide natural thermal insulation, potentially reducing heating and cooling energy consumption in finished buildings by 15-30%. Additionally, the reduced material volume per unit translates to direct material cost savings without compromising structural performance when designed according to engineering specifications.
- Environmental Impact and Sustainability Credentials: Hollow brick manufacturing represents a sustainable approach to construction through optimized material usage. The reduced cement content per unit directly lowers the carbon footprint associated with production. Furthermore, the thermal insulation properties contribute to energy efficiency throughout the building lifecycle. Manufacturing processes typically generate minimal waste, with most production scrap being recyclable back into the production stream.
- Construction Efficiency Advantages: The standardized dimensions and consistent quality of machine-made hollow bricks significantly improve construction efficiency. The uniform size reduces mortar consumption and enables faster laying rates compared to irregular or hand-made alternatives. The reduced weight decreases labor fatigue and handling time, while the predictable structural performance simplifies engineering calculations and quality control procedures.
1.5 Implementation Considerations and Commercial Planning
Successful integration of hollow brick manufacturing technology requires careful analysis of multiple commercial and operational factors.
- Market Analysis and Business Planning: Prior to investment, comprehensive market assessment should identify specific opportunities in local construction sectors. Analysis should consider competition from alternative materials, regulatory environment regarding hollow brick utilization in structural applications, and potential partnerships with construction firms and distributors. The business plan must clearly define target markets, whether focusing on residential construction, commercial projects, or specialized applications such as partition walls or fencing.
- Technical Implementation and Operational Planning: Site selection must consider adequate space for production equipment, raw material storage, and product curing. Infrastructure requirements include appropriate power supply, water access, and waste management systems. The implementation timeline must account for equipment procurement, foundation construction, installation, and operator training. For larger systems, planning should include phased commissioning to identify and resolve operational issues before full-scale production.
- Financial Analysis and Investment Planning: Comprehensive financial modeling must extend beyond initial equipment acquisition to include all aspects of operational costs. The analysis should project production costs based on local material and labor rates, identify break-even production volumes, and model cash flow requirements. Sensitivity analysis should examine impact of variables such as fluctuations in cement prices, changes in market demand, and potential regulatory changes affecting material specifications.
Conclusão
Cement hollow brick making machinery represents a sophisticated convergence of mechanical engineering, materials science, and industrial automation. This technology enables manufacturers to produce building materials that simultaneously address structural requirements, economic constraints, and environmental considerations. The strategic advantages of hollow bricks—including reduced weight, improved thermal performance, and material efficiency—position them favorably within evolving construction methodologies focused on sustainability and cost-effectiveness. For commercial stakeholders, success in this sector requires thorough understanding of both the technical aspects of manufacturing and the market dynamics driving demand. With careful planning and strategic implementation, hollow brick manufacturing presents significant opportunities for growth and leadership in the competitive construction materials industry.
Frequently Asked Questions (FAQ)
Q1: What are the key differences between manufacturing solid bricks versus hollow bricks?
A: The primary differences lie in mold design, compaction methodology, and material requirements. Hollow brick manufacturing requires more complex molds with core elements, precise vibration systems to ensure complete filling around cores, and carefully controlled material consistency to prevent web breakage. The production process typically operates at slightly slower cycle times to ensure proper formation of hollow sections, and requires more sophisticated handling systems to protect the green products before curing.
Q2: What compressive strength can be achieved with machine-produced hollow bricks?
A: Properly manufactured hollow bricks typically achieve compressive strengths ranging from 4-15 MPa (600-2,200 psi), depending on material配方, compaction pressure, and curing methods. Industrial-grade equipment with high-pressure compaction systems can produce bricks meeting ASTM C90 specifications for load-bearing units, with minimum compressive strengths of 13.1 MPa (1,900 psi) for individual units and 11.7 MPa (1,700 psi) for gross area.
Q3: How does the production output of hollow brick machines compare to solid brick equipment?
A: When comparing similarly sized and priced equipment, hollow brick production typically achieves 15-30% lower output in terms of units per hour due to more complex mold geometries and longer cycle requirements. However, when measured by volume of material processed or actual wall coverage area produced, the difference is less significant, typically in the range of 5-15% lower productivity.
Q4: What maintenance considerations are unique to hollow brick manufacturing equipment?
A: The core maintenance challenges involve mold integrity and core element preservation. The complex mold assemblies with core elements require regular inspection for wear and alignment. Maintenance schedules should include careful cleaning of core elements to prevent material buildup, inspection of web thickness consistency, and monitoring of ejection system alignment to prevent damage to freshly formed bricks. Hydraulic systems and vibration mechanisms require the same maintenance attention as solid brick equipment.
Q5: Can the same machine produce different sizes and patterns of hollow bricks?
A: Most modern hollow brick machines are designed with modular mold systems that allow for production of different brick sizes and void configurations. Changing brick specifications typically requires replacing the mold assembly and possibly adjusting compression parameters. Quick-change mold systems can reduce changeover time from several hours to under 30 minutes, while basic systems may require half a day or more for complete reconfiguration.
Q6: What are the specific power requirements for operating industrial-scale hollow brick machines?
A: Industrial hollow brick manufacturing systems typically require three-phase electrical power ranging from 25-75 kW, depending on production capacity and automation level. A medium-capacity system producing 5,000-8,000 bricks daily typically operates on 380-480V with 40-50 kW connected load. Specific requirements vary by manufacturer and should be verified during equipment selection, as inadequate power supply can significantly impact production efficiency and product quality.