Pengenalan Teknologi Produksi Unit Masonry Lanjutan
The global construction industry’s relentless pursuit of efficient, sustainable, and cost-effective building materials has positioned cement hollow bricks as a fundamental component in contemporary structural design. These specialized masonry units, characterized by their strategically designed voids, represent a significant evolution in building material science. The machinery responsible for their production embodies a sophisticated fusion of structural engineering principles, material technology, and manufacturing automation. For distributors, procurement specialists, and industrial investors, understanding the technical complexities and commercial implications of cement hollow brick making machinery is paramount for capitalizing on the growing demand for advanced construction materials.
Analisis Spesifikasi Teknis dan Proses Manufaktur
1.1 Prinsip-Prinsip Dasar Teknik dan Arsitektur Desain
Mesin pembuat bata berongga semen merupakan kategori khusus peralatan konstruksi yang dirancang khusus untuk memproduksi unit pasangan bata dengan konfigurasi rongga yang presisi.
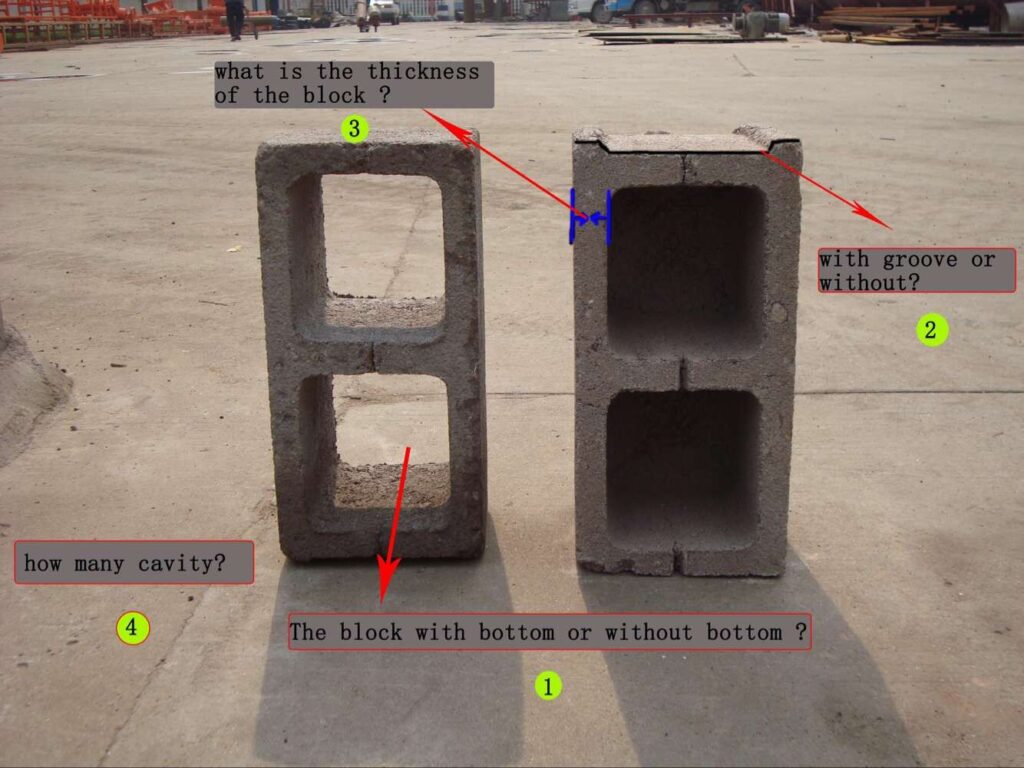
- Desain dan Konfigurasi Kekosongan Struktural:Proses manufaktur berpusat pada sistem cetakan yang dirancang presisi untuk menciptakan pola rongga strategis di setiap unit bata. Rongga ini biasanya mencakup 25-50% dari total volume bata, menghasilkan kombinasi unik antara pengurangan berat dan integritas struktural. Desain cetakan mencakup inti yang dirancang khusus untuk membentuk rongga sambil mempertahankan ketebalan dinding optimal antara rongga dan permukaan luar bata. Sistem canggihnya dilengkapi mekanisme inti yang dapat diganti dengan cepat, memungkinkan produsen mengubah pola rongga tanpa mengganti cetakan sepenuhnya, sehingga memberikan fleksibilitas produksi untuk berbagai kebutuhan struktural dan standar bangunan regional.
- Teknologi Getaran dan Kompresi Terintegrasi:Manufaktur bata berongga modern menggunakan sistem pemadatan pendekatan ganda yang menggabungkan getaran frekuensi tinggi dengan tekanan hidrolik terkendali. Frekuensi getaran, yang biasanya beroperasi antara 3.000-4.500 RPM, memastikan distribusi material yang merata di seluruh geometri cetakan yang kompleks, menghilangkan potensi rongga atau titik lemah di bagian penyangga antara rongga. Secara bersamaan, sistem hidrolik menerapkan tekanan yang dikalibrasi secara presisi berkisar antara 120-250 ton, tergantung kapasitas mesin, untuk mencapai kepadatan optimal dan akurasi dimensi. Kombinasi ini sangat penting untuk menghasilkan bata berongga dengan ketebalan dinding yang konsisten dan kinerja struktural yang andal.
- Urutan Produksi Otomatis:Siklus manufaktur mengikuti urutan waktu yang tepat dimulai dengan pengisian material otomatis ke dalam rongga cetakan. Sistem pengisian khusus memastikan distribusi merata di seluruh geometri cetakan yang kompleks, termasuk area di sekitar elemen inti. Setelah distribusi material, fase kompresi dimulai dengan getaran dan tekanan yang diterapkan sesuai parameter yang telah diprogram. Proses pelepasan cetakan menggunakan sistem ejeksi presisi yang dengan hati-hati mengeluarkan bata yang baru terbentuk tanpa merusak sambungan tipis di antara rongga. Terakhir, sistem penanganan palet otomatis memindahkan produk mentah ke area pengawetan, menjaga integritas produk selama proses penanganan.
1.2 Klasifikasi Sistem Manufaktur dan Kemampuan Teknis
Peralatan produksi bata ringan mencakup berbagai tingkat kecanggihan teknis, mulai dari operasi manual dasar hingga sistem industri yang sepenuhnya otomatis.
- Sistem Mesin Press Hidrolik Stasioner:Mesin-mesin kelas industri ini mewakili segmen premium teknologi manufaktur bata berongga. Dicirikan oleh rangka struktural yang masif dan sistem hidrolik yang bertenaga, mereka menghasilkan kapasitas produksi berkisar antara 8.000-20.000 bata per shift 8 jam. Sistem ini umumnya dilengkapi pengendali logika terprogram (PLC) yang mengelola setiap aspek proses produksi, mulai dari penakaran bahan baku hingga pengeluaran bata akhir. Konstruksinya yang kokoh memungkinkan produksi konsisten bata berongga berkualitas tinggi yang memenuhi standar internasional ASTM dan ISO untuk toleransi dimensi dan kekuatan tekan.
- Mobile Production Units with Hydraulic Operation: occupying the middle segment of the market, these systems combine hydraulic operation with varying degrees of automation. Production capacities typically range from 2,000-6,000 bricks per day, making them suitable for medium-scale operations and specialized product manufacturing. Many models in this category feature modular designs that allow for incremental automation upgrades, providing manufacturing flexibility for growing businesses. These systems often include basic electronic control systems for operational consistency while maintaining relative operational simplicity.
- Mechanical Operation Systems: Representing the entry-level segment, these machines utilize mechanical leverage systems rather than hydraulic operation. While offering lower production outputs (typically 800-1,500 bricks daily), they provide an accessible entry point for small entrepreneurs and specialized manufacturers. Their simplicity translates to lower maintenance requirements and operational costs, though with reduced production speed and less consistency in product density and dimensional accuracy compared to hydraulic systems.
1.3 Material Science and Production Formulations
The quality of finished hollow bricks depends significantly on material selection and mixture design, with manufacturing equipment engineered to process specific material characteristics.
- Optimal Raw Material Specifications: Successful hollow brick production requires carefully graded aggregates with particle size typically ranging from 0-6mm. The aggregate grading curve must be optimized to ensure smooth material flow into complex mold geometries while achieving adequate compaction around core elements. Cement content generally ranges from 1:6 to 1:8 cement-to-aggregate ratio, depending on targeted compressive strength requirements. Water content must be precisely controlled, typically between 8-12% of total weight, to achieve optimal hydration without compromising demolding characteristics.
- Advanced Material Processing Technology: Industrial-scale hollow brick manufacturing incorporates sophisticated material preparation systems. These often include automated batching equipment with precision weighing systems, forced-action mixers that ensure homogeneous distribution of cement throughout the aggregate matrix, and moisture control systems that maintain consistent water-cement ratios. Some advanced systems incorporate real-time moisture monitoring with automatic compensation, crucial for maintaining consistent product quality in varying environmental conditions.
- Specialized Additive Integration: Modern hollow brick production frequently incorporates specialized additives to enhance specific product characteristics. These may include water-reducing agents to improve workability at lower water content, hardening accelerators for faster initial strength development, and waterproofing compounds for improved durability. The manufacturing equipment must be compatible with these additives, with dosing systems capable of precise proportional injection into the mixture.
1.4 Strategic Business Advantages and Market Applications
The production and utilization of machine-made hollow bricks offer compelling advantages throughout the construction value chain.
- Structural and Economic Benefits: The strategic void configuration reduces weight by 25-40% compared to solid units, resulting in significant savings in transportation costs and structural foundation requirements. The air pockets within the bricks provide natural thermal insulation, potentially reducing heating and cooling energy consumption in finished buildings by 15-30%. Additionally, the reduced material volume per unit translates to direct material cost savings without compromising structural performance when designed according to engineering specifications.
- Environmental Impact and Sustainability Credentials: Hollow brick manufacturing represents a sustainable approach to construction through optimized material usage. The reduced cement content per unit directly lowers the carbon footprint associated with production. Furthermore, the thermal insulation properties contribute to energy efficiency throughout the building lifecycle. Manufacturing processes typically generate minimal waste, with most production scrap being recyclable back into the production stream.
- Construction Efficiency Advantages: The standardized dimensions and consistent quality of machine-made hollow bricks significantly improve construction efficiency. The uniform size reduces mortar consumption and enables faster laying rates compared to irregular or hand-made alternatives. The reduced weight decreases labor fatigue and handling time, while the predictable structural performance simplifies engineering calculations and quality control procedures.
1.5 Implementation Considerations and Commercial Planning
Successful integration of hollow brick manufacturing technology requires careful analysis of multiple commercial and operational factors.
- Market Analysis and Business Planning: Prior to investment, comprehensive market assessment should identify specific opportunities in local construction sectors. Analysis should consider competition from alternative materials, regulatory environment regarding hollow brick utilization in structural applications, and potential partnerships with construction firms and distributors. The business plan must clearly define target markets, whether focusing on residential construction, commercial projects, or specialized applications such as partition walls or fencing.
- Technical Implementation and Operational Planning: Site selection must consider adequate space for production equipment, raw material storage, and product curing. Infrastructure requirements include appropriate power supply, water access, and waste management systems. The implementation timeline must account for equipment procurement, foundation construction, installation, and operator training. For larger systems, planning should include phased commissioning to identify and resolve operational issues before full-scale production.
- Financial Analysis and Investment Planning: Comprehensive financial modeling must extend beyond initial equipment acquisition to include all aspects of operational costs. The analysis should project production costs based on local material and labor rates, identify break-even production volumes, and model cash flow requirements. Sensitivity analysis should examine impact of variables such as fluctuations in cement prices, changes in market demand, and potential regulatory changes affecting material specifications.
Kesimpulan
Cement hollow brick making machinery represents a sophisticated convergence of mechanical engineering, materials science, and industrial automation. This technology enables manufacturers to produce building materials that simultaneously address structural requirements, economic constraints, and environmental considerations. The strategic advantages of hollow bricks—including reduced weight, improved thermal performance, and material efficiency—position them favorably within evolving construction methodologies focused on sustainability and cost-effectiveness. For commercial stakeholders, success in this sector requires thorough understanding of both the technical aspects of manufacturing and the market dynamics driving demand. With careful planning and strategic implementation, hollow brick manufacturing presents significant opportunities for growth and leadership in the competitive construction materials industry.
Pertanyaan yang Sering Diajukan (FAQ)
Q1: What are the key differences between manufacturing solid bricks versus hollow bricks?
A: The primary differences lie in mold design, compaction methodology, and material requirements. Hollow brick manufacturing requires more complex molds with core elements, precise vibration systems to ensure complete filling around cores, and carefully controlled material consistency to prevent web breakage. The production process typically operates at slightly slower cycle times to ensure proper formation of hollow sections, and requires more sophisticated handling systems to protect the green products before curing.
Q2: What compressive strength can be achieved with machine-produced hollow bricks?
A: Properly manufactured hollow bricks typically achieve compressive strengths ranging from 4-15 MPa (600-2,200 psi), depending on material配方, compaction pressure, and curing methods. Industrial-grade equipment with high-pressure compaction systems can produce bricks meeting ASTM C90 specifications for load-bearing units, with minimum compressive strengths of 13.1 MPa (1,900 psi) for individual units and 11.7 MPa (1,700 psi) for gross area.
Q3: How does the production output of hollow brick machines compare to solid brick equipment?
A: When comparing similarly sized and priced equipment, hollow brick production typically achieves 15-30% lower output in terms of units per hour due to more complex mold geometries and longer cycle requirements. However, when measured by volume of material processed or actual wall coverage area produced, the difference is less significant, typically in the range of 5-15% lower productivity.
Q4: What maintenance considerations are unique to hollow brick manufacturing equipment?
A: The core maintenance challenges involve mold integrity and core element preservation. The complex mold assemblies with core elements require regular inspection for wear and alignment. Maintenance schedules should include careful cleaning of core elements to prevent material buildup, inspection of web thickness consistency, and monitoring of ejection system alignment to prevent damage to freshly formed bricks. Hydraulic systems and vibration mechanisms require the same maintenance attention as solid brick equipment.
Q5: Can the same machine produce different sizes and patterns of hollow bricks?
A: Most modern hollow brick machines are designed with modular mold systems that allow for production of different brick sizes and void configurations. Changing brick specifications typically requires replacing the mold assembly and possibly adjusting compression parameters. Quick-change mold systems can reduce changeover time from several hours to under 30 minutes, while basic systems may require half a day or more for complete reconfiguration.
Q6: What are the specific power requirements for operating industrial-scale hollow brick machines?
A: Industrial hollow brick manufacturing systems typically require three-phase electrical power ranging from 25-75 kW, depending on production capacity and automation level. A medium-capacity system producing 5,000-8,000 bricks daily typically operates on 380-480V with 40-50 kW connected load. Specific requirements vary by manufacturer and should be verified during equipment selection, as inadequate power supply can significantly impact production efficiency and product quality.