고급 조적 단위 생산 기술 소개
세계 건설 산업이 효율적, 지속 가능하며 비용 효율적인 건축 자재를 끊임없이 추구하는 가운데, 시멘트 속빈 벽돌은 현대 구조 설계의 기본 구성 요소로 자리매김했습니다. 전략적으로 설계된 공동 구조가 특징인 이 특수 조적재는 건축 자재 과학의 중요한 진화를 대표합니다. 이들의 생산을 담당하는 기계는 구조 공학 원리, 재료 기술 및 제조 자동화의 정교한 융합을 구현합니다. 유통업자, 조달 전문가 및 산업 투자자에게 시멘트 속빈 벽돌 제조 기계의 기술적 복잡성과 상업적 함의를 이해하는 것은 첨단 건설 자재에 대한 증가하는 수요를 활용하는 데 매우 중요합니다.
기술 사양 및 제조 공정 분석
1.1 기본 공학 원리 및 설계 아키텍처
시멘트 속빈 벽돌 제조 기계는 정확한 공동 구조를 가진 조적 단위체를 생산하기 위해 특별히 설계된 건설 장비의 전문 분류를 나타냅니다.
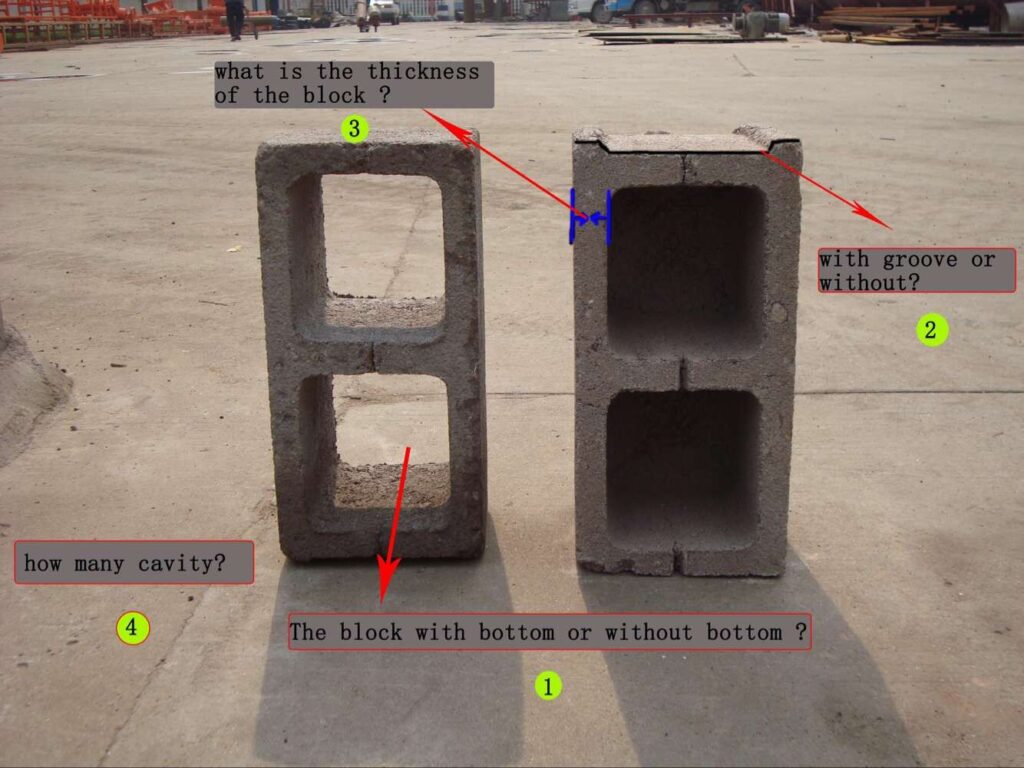
- 구조적 공간 설계 및 구성제조 공정은 각 벽돌 단위 내에 전략적인 공극 패턴을 만들어 내는 정밀 설계된 금형 시스템을 중심으로 이루어집니다. 이러한 공극은 일반적으로 벽돌 전체 부피의 25-50%를 차지하여 무게 감소와 구조적 견고성이 독특하게 조화를 이룹니다. 금형 설계에는 공극과 벽돌 외부 사이의 최적 벽 두께를 유지하면서 이러한 공동을 형성하는 특수 설계된 코어가 통합됩니다. 고급 시스템은 제조업체가 전체 금형 교체 없이 공극 패턴을 변경할 수 있는 신속 교체형 코어 시스템을 갖추고 있어, 다양한 구조적 요구 사항과 지역별 건축 기준에 대응하는 생산 유연성을 가능하게 합니다.
- 통합 진동 및 압축 기술:현대식 중공 벽돌 제조는 고주파 진동과 정밀한 유압을 결합한 이중 압축 시스템을 사용합니다. 일반적으로 분당 3,000~4,500회로 작동하는 진동은 복잡한 금형 구조 전체에 재료가 균일하게 분포되도록 하여 중공부 사이의 연결부에 공극이나 약점이 생기는 것을 방지합니다. 동시에 유압 시스템은 기계 성능에 따라 120~250톤 범위의 정밀하게 조정된 압력을 가해 최적의 밀도와 치수 정밀도를 확보합니다. 이 조합은 일정한 벽 두께와 신뢰할 수 있는 구조적 성능을 가진 중공 벽돌 생산에 필수적입니다.
- 자동화 생산 시퀀스:제조 사이클은 자동으로 금형 캐비티에 원료를 투입하는 과정으로 시작하여 정밀하게 시간이 조정된 순서를 따릅니다. 특수 설계된 공급 시스템은 코어 요소 주변을 포함한 복잡한 금형 형상 전체에 걸쳐 균일한 분배를 보장합니다. 원료 분배 후에는 미리 설정된 매개변수에 따라 진동과 압력이 가해지는 압축 단계가 진행됩니다. 탈형 과정에서는 정밀한 이젝션 시스템을 사용하여 신선하게 성형된 벽돌을 보이드 사이의 미세한 연결부를 손상시키지 않으면서 조심스럽게 분리합니다. 마지막으로 자동화된 팔레트 처리 시스템은 생산품의 무결성을 유지하며 미경화 제품을 양생 구역으로 이송합니다.
1.2 제조 시스템 분류 및 기술 역량
속이 빈 벽돌 생산 장비는 기본적인 수동 작업부터 완전 자동화된 산업 시스템에 이르기까지 다양한 기술적 정교함을 아우릅니다.
- 정지식 유압 프레스 시스템:이 산업용 등급 기계들은 공석 벽돌 제조 기술의 프리미엄 부문을 대표합니다. 거대한 구조적 프레임과 강력한 유압 시스템을 특징으로 하며, 8시간 교대 근무 기준 8,000~20,000개의 벽돌 생산 능력을 제공합니다. 이러한 시스템은 일반적으로 원료 배합부터 최종 벽돌 배출까지 생산 공정의 모든 측면을 관리하는 프로그래머블 로직 컨트롤러(PLC)를 탑재하고 있습니다. 견고한 구조로 인해 치수 허용오차 및 압축 강도에 관한 국제 ASTM 및 ISO 기준을 충족하는 고품질 공석 벽돌의 일관된 생산이 가능합니다.
- 유압 작동식 모바일 생산 유닛이러한 시스템은 시장의 중간 부문을 차지하며, 수동 작동과 다양한 수준의 자동화를 결합합니다. 일반적으로 하루 2,000~6,000개의 벽돌을 생산할 수 있어 중규모 작업 및 특수 제품 제조에 적합합니다. 이 범주의 많은 모델은 점진적인 자동화 업그레이드를 가능하게 하는 모듈식 설계를 특징으로 하여 성장하는 기업에 제조 유연성을 제공합니다. 이러한 시스템은 상대적인 작동 단순성을 유지하면서 운영 일관성을 위한 기본적인 전자 제어 시스템을 포함하는 경우가 많습니다.
- 기계적 운영 시스템:이 기계들은 엔트리 레벨 부문을 대표하며, 유압 작동 대신 기계적 지레 시스템을 활용합니다. 생산량은 낮은 편(일일 800~1,500개 벽돌)이지만, 소규모 기업가와 전문 제조업체에게 접근성 높은 진입점을 제공합니다. 단순한 구조로 인해 유지보수 요구 사항과 운영 비용이 낮은 반면, 유압 시스템에 비해 생산 속도가 느리고 제품 밀도와 치수 정확도에서 일관성이 떨어집니다.
1.3 재료 과학 및 생산 공정
완성된 속빈 벽돌의 품질은 재료 선택과 배합 설계에 크게 좌우되며, 제조 장비는 특정 재료 특성을 처리하도록 설계됩니다.
- 최적 원자재 사양: Successful hollow brick production requires carefully graded aggregates with particle size typically ranging from 0-6mm. The aggregate grading curve must be optimized to ensure smooth material flow into complex mold geometries while achieving adequate compaction around core elements. Cement content generally ranges from 1:6 to 1:8 cement-to-aggregate ratio, depending on targeted compressive strength requirements. Water content must be precisely controlled, typically between 8-12% of total weight, to achieve optimal hydration without compromising demolding characteristics.
- Advanced Material Processing Technology: Industrial-scale hollow brick manufacturing incorporates sophisticated material preparation systems. These often include automated batching equipment with precision weighing systems, forced-action mixers that ensure homogeneous distribution of cement throughout the aggregate matrix, and moisture control systems that maintain consistent water-cement ratios. Some advanced systems incorporate real-time moisture monitoring with automatic compensation, crucial for maintaining consistent product quality in varying environmental conditions.
- Specialized Additive Integration: Modern hollow brick production frequently incorporates specialized additives to enhance specific product characteristics. These may include water-reducing agents to improve workability at lower water content, hardening accelerators for faster initial strength development, and waterproofing compounds for improved durability. The manufacturing equipment must be compatible with these additives, with dosing systems capable of precise proportional injection into the mixture.
1.4 Strategic Business Advantages and Market Applications
The production and utilization of machine-made hollow bricks offer compelling advantages throughout the construction value chain.
- Structural and Economic Benefits: The strategic void configuration reduces weight by 25-40% compared to solid units, resulting in significant savings in transportation costs and structural foundation requirements. The air pockets within the bricks provide natural thermal insulation, potentially reducing heating and cooling energy consumption in finished buildings by 15-30%. Additionally, the reduced material volume per unit translates to direct material cost savings without compromising structural performance when designed according to engineering specifications.
- Environmental Impact and Sustainability Credentials: Hollow brick manufacturing represents a sustainable approach to construction through optimized material usage. The reduced cement content per unit directly lowers the carbon footprint associated with production. Furthermore, the thermal insulation properties contribute to energy efficiency throughout the building lifecycle. Manufacturing processes typically generate minimal waste, with most production scrap being recyclable back into the production stream.
- Construction Efficiency Advantages: The standardized dimensions and consistent quality of machine-made hollow bricks significantly improve construction efficiency. The uniform size reduces mortar consumption and enables faster laying rates compared to irregular or hand-made alternatives. The reduced weight decreases labor fatigue and handling time, while the predictable structural performance simplifies engineering calculations and quality control procedures.
1.5 Implementation Considerations and Commercial Planning
Successful integration of hollow brick manufacturing technology requires careful analysis of multiple commercial and operational factors.
- Market Analysis and Business Planning: Prior to investment, comprehensive market assessment should identify specific opportunities in local construction sectors. Analysis should consider competition from alternative materials, regulatory environment regarding hollow brick utilization in structural applications, and potential partnerships with construction firms and distributors. The business plan must clearly define target markets, whether focusing on residential construction, commercial projects, or specialized applications such as partition walls or fencing.
- Technical Implementation and Operational Planning: Site selection must consider adequate space for production equipment, raw material storage, and product curing. Infrastructure requirements include appropriate power supply, water access, and waste management systems. The implementation timeline must account for equipment procurement, foundation construction, installation, and operator training. For larger systems, planning should include phased commissioning to identify and resolve operational issues before full-scale production.
- Financial Analysis and Investment Planning: Comprehensive financial modeling must extend beyond initial equipment acquisition to include all aspects of operational costs. The analysis should project production costs based on local material and labor rates, identify break-even production volumes, and model cash flow requirements. Sensitivity analysis should examine impact of variables such as fluctuations in cement prices, changes in market demand, and potential regulatory changes affecting material specifications.
결론
Cement hollow brick making machinery represents a sophisticated convergence of mechanical engineering, materials science, and industrial automation. This technology enables manufacturers to produce building materials that simultaneously address structural requirements, economic constraints, and environmental considerations. The strategic advantages of hollow bricks—including reduced weight, improved thermal performance, and material efficiency—position them favorably within evolving construction methodologies focused on sustainability and cost-effectiveness. For commercial stakeholders, success in this sector requires thorough understanding of both the technical aspects of manufacturing and the market dynamics driving demand. With careful planning and strategic implementation, hollow brick manufacturing presents significant opportunities for growth and leadership in the competitive construction materials industry.
자주 묻는 질문 (FAQ)
Q1: What are the key differences between manufacturing solid bricks versus hollow bricks?
A: The primary differences lie in mold design, compaction methodology, and material requirements. Hollow brick manufacturing requires more complex molds with core elements, precise vibration systems to ensure complete filling around cores, and carefully controlled material consistency to prevent web breakage. The production process typically operates at slightly slower cycle times to ensure proper formation of hollow sections, and requires more sophisticated handling systems to protect the green products before curing.
Q2: What compressive strength can be achieved with machine-produced hollow bricks?
A: Properly manufactured hollow bricks typically achieve compressive strengths ranging from 4-15 MPa (600-2,200 psi), depending on material配方, compaction pressure, and curing methods. Industrial-grade equipment with high-pressure compaction systems can produce bricks meeting ASTM C90 specifications for load-bearing units, with minimum compressive strengths of 13.1 MPa (1,900 psi) for individual units and 11.7 MPa (1,700 psi) for gross area.
Q3: How does the production output of hollow brick machines compare to solid brick equipment?
A: When comparing similarly sized and priced equipment, hollow brick production typically achieves 15-30% lower output in terms of units per hour due to more complex mold geometries and longer cycle requirements. However, when measured by volume of material processed or actual wall coverage area produced, the difference is less significant, typically in the range of 5-15% lower productivity.
Q4: What maintenance considerations are unique to hollow brick manufacturing equipment?
A: The core maintenance challenges involve mold integrity and core element preservation. The complex mold assemblies with core elements require regular inspection for wear and alignment. Maintenance schedules should include careful cleaning of core elements to prevent material buildup, inspection of web thickness consistency, and monitoring of ejection system alignment to prevent damage to freshly formed bricks. Hydraulic systems and vibration mechanisms require the same maintenance attention as solid brick equipment.
Q5: Can the same machine produce different sizes and patterns of hollow bricks?
A: Most modern hollow brick machines are designed with modular mold systems that allow for production of different brick sizes and void configurations. Changing brick specifications typically requires replacing the mold assembly and possibly adjusting compression parameters. Quick-change mold systems can reduce changeover time from several hours to under 30 minutes, while basic systems may require half a day or more for complete reconfiguration.
Q6: What are the specific power requirements for operating industrial-scale hollow brick machines?
A: Industrial hollow brick manufacturing systems typically require three-phase electrical power ranging from 25-75 kW, depending on production capacity and automation level. A medium-capacity system producing 5,000-8,000 bricks daily typically operates on 380-480V with 40-50 kW connected load. Specific requirements vary by manufacturer and should be verified during equipment selection, as inadequate power supply can significantly impact production efficiency and product quality.