혁신적인 드라이 스택 건축 기술 소개
글로벌 건설 산업은 특히 개발도상국과 예산이 제한된 프로젝트에서 비용 효율성, 구조적 안정성, 접근성 간의 균형을 맞추는 데 지속적인 어려움을 겪고 있습니다. 인터록킹 수동 벽돌 제조기는 혁신적인 공학 원리를 통해 이러한 근본적인 문제를 해결하는 변혁적인 솔루션으로 부상하고 있습니다. 이 특수 장비는 기존의 모르타르 접착 없이도 기계적으로 결합되도록 정밀하게 설계된 돌출부와 오목부를 갖춘 조적 단위체를 생산합니다. 유통업자, 조달 전문가 및 개발 기관에게 이 기술은 단순한 건설 도구가 아닌 전통적인 조적 방식을 재정의하는 포괄적인 건축 시스템을 의미합니다.
기술적 프레임워크와 운영 메커니즘
1.1 공학 원칙 및 설계 사양
인터록킹 수동 벽돌 제조 기계는 기계적으로는 단순하지만 정밀한 기하학적 계산과 재료 과학 원리를 통합하여 정교한 공학을 구현합니다.
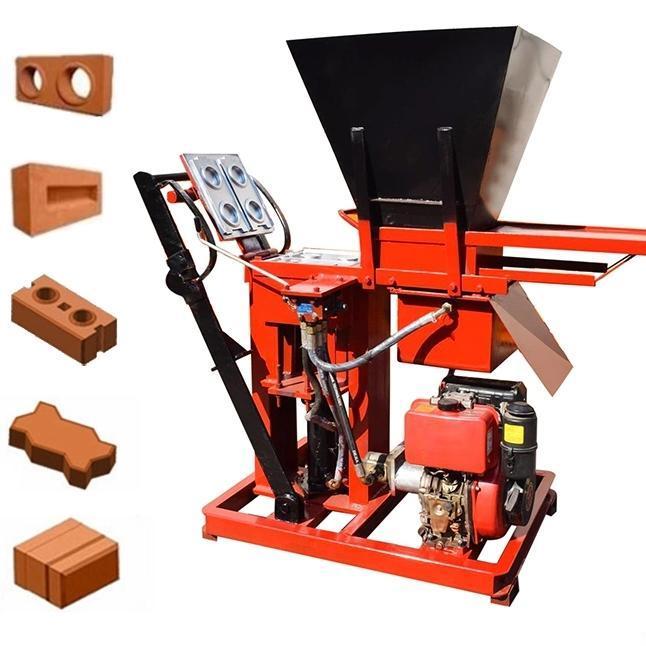
- 기하학적 연동 메커니즘핵심 혁신은 조립 시 기계적 결합을 형성하는 전략적으로 배치된 리지와 이에 대응하는 홈을 갖춘 벽돌 설계에 있습니다. 대부분의 시스템은 다중 차원에서 안정성을 제공하는 수직 및 수평 연동 패턴을 활용합니다. 이러한 연결부의 정밀도는 일반적으로 0.5-1.0mm 이내의 공차를 허용하여 생산 로트 간 일관된 맞춤을 보장합니다. 설계는 단단한 이음매를 유지하면서 쉬운 배치를 용이하게 하기 위해 약간의 테이퍼를 포함하는 경우가 많으며, 적절히 결합되었을 때 일반 모르타르 이음매와 동등한 전단 저항력을 제공하는 잠금 메커니즘이 typically 적용됩니다.
- 수동 압축 기술:이 장비들은 복합 지레 메커니즘이나 나사식 압축 시스템을 통해 일반적으로 2~5톤 범위의 충분한 다짐 힘을 생성하도록 설계된 지레식 기계 시스템을 활용합니다. 압력 적용은 구조적 성능과 단열 특성 모두에 최적화된 1,800~2,200 kg/m³ 밀도의 벽돌을 생산하도록 정밀하게 조정됩니다. 수동 작동으로 전력 의존성이 제거되는 동시에 내구성 있는 벽돌 제작에 적합한 압축력을 제공하며, 대부분의 시스템은 15~25 kg 범위의 작동력으로 설계되어 다양한 작업자가 쉽게 사용할 수 있습니다.
- 모듈러 몰드 시스템:고급 버전은 교체 가능한 몰드 플레이트를 특징으로 하여 단일 기계 프레임으로 다양한 연결 패턴을 생산할 수 있습니다. 이러한 시스템을 통해 제조업체는 동일한 기본 장비를 사용하여 반쪽 벽돌, 코너 조각, 특수 요소 등 상호 보완적인 부품을 생산할 수 있습니다. 몰드 설계는 빠른 분리 메커니즘을 도입하여 섬세한 연결 구조를 보존하면서도 벽돌을 쉽게 분리할 수 있도록 하여 생산 효율성과 제품 품질 유지에 중요한 역할을 합니다.
1.2 제조 공정 및 품질 관리
교차 블록의 생산 방법론은 체계적인 운영 절차를 통해 일관성과 정밀도를 강조합니다.
- 재료 준비 및 배합 설계성공적인 인터로킹 블록 생산은 특정 등급의 원자재가 필요하며, 일반적으로 최대 입자 크기가 6-8mm인 잘 분급된 골재를 사용하여 정밀한 형상 형성을 보장합니다. 시멘트 대 골재 비율은 일반적으로 1:6에서 1:8 사이이며, 최적의 다짐과 몰드 표면 부착을 방지하기 위해 습도 함량을 8-12% 사이로 유지하는 것이 중요합니다. 적합한 현지 토양이可用한 경우 많은 성공적인 사업장에서는 ASTM D559와 같은 내구성 시험 기준을 준수하여 흙-시멘트 혼합물을 사용합니다.
- 표준화된 생산 순서:제조 공정은 표준화된 용기를 사용한 균일한 원료 계량으로 시작하는 체계적인 순서를 따릅니다. 혼합물은 연동 부위를 특히 주의하여 채우며 몰드 챔버에 신중하게 배치됩니다. 압축은 혼합물 특성에 따라 10~30초 동안 꾸준히 가해지고 유지됩니다. 탈형 공정에는 정교한 연동 부위를 보호하는 정밀한 이젝션 시스템을 사용하며, 이후 즉시 조절된 경화 구역으로 이동시킵니다. 이 체계적인 접근 방식은 생산 배치 전반에 걸쳐 일관된 치수 정확도를 보장합니다.
- 경화 및 품질 보증 프로토콜:기존 벽돌과 달리, 인터록킹 블록은 기하학적 무결성을 유지하기 위해 초기 양생 단계에서 특별한 주의가 필요합니다. 양생 공정은 일반적으로 플라스틱 시트 아래에서 48시간의 습윤 양생을 거친 후, 건축에 사용되기 전에 14~21일간의 공기 양생을 포함합니다. 품질 검증에는 중요한 인터록킹 구조를 측정하는 맞춤 게이지를 사용한 정기적인 치수 점검과, 적용 요구사항에 따라 일반적으로 3~7 MPa 범위의 강도를 목표로 구조적 적합성을 보장하기 위한 주기적인 압축 강도 시험이 포함됩니다.
1.3 분류 체계 및 기술적 변형
인터록킹 벽돌 기계는 다양한 시장 부문에 맞춰 기술적 정교함과 생산 능력의 스펙트럼을 아우릅니다.
- 기본적인 레버 작동 시스템가장 접근성이 높은 기술 계층을 대표하는 이 기계들은 단순한 레버 메커니즘을 이용하여 압축력을 발생시킵니다. 생산 능력은 일반적으로 8시간 작업일 기준으로 300-600개의 벽돌을 생산할 수 있으며, 기본 숙달을 위한 초기 작업자 교육은 2-3일이 소요됩니다. 이러한 시스템은 견고한 구조, 최소한의 유지보수 필요성, 그리고 외부 전원으로부터의 완전한 독립성을 특징으로 하여, 외딴 지역의 적용과 지역사회 기반 건설 사업에 이상적입니다.
- 고급 다기능 수동 프레스:이 범주는 개선된 기계적 효율 시스템을 포함하며, 종종 복합 레버나 플라이휠 메커니즘을 사용하여 더 높은 압축력을 달성합니다. 일일 생산량은 일반적으로 600~1,200개의 벽돌 범위이며, 특징으로는 조절 가능한 압축 설정, 신속 교체 금형 시스템, 통합 벽돌 배출 메커니즘이 포함됩니다. 이러한 시스템은 상업적 벽돌 제조 작업을 설립하는 중소기업에게 생산 효율성과 경제성 사이의 최적의 균형을 나타냅니다.
- 전문 시스템 변형:시장에는 특정 용도에 최적화된 기계들이 포함되어 있으며, 이에는 곡선형 벽용 인터록킹 벽돌 생산 기계, 경사 유지 구조물용 특수 장비, 그리고 보강된 인터록킹 패턴을 통합한 내진 건설에 특화된 시스템 등이 있습니다. 이러한 특수 변형 모델들은 일반적으로 표준 모델 대비 25-40%의 가격 프리미엄을 형성하면서도 특정 구조적 및 건축적 요구사항을 해결합니다.
1.4 전략적 우위와 적용 방법론
인터록킹 벽돌 시스템은 건설 과정의 여러 차원에서 강력한 장점을 제공합니다.
- 건설 효율성 및 인력 최적화 The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
결론
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
자주 묻는 질문 (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.