Introducción a la Innovadora Tecnología de Construcción en Seco
La industria de la construcción global enfrenta desafíos persistentes para equilibrar la eficiencia de costos, la integridad estructural y la accesibilidad, particularmente en regiones en desarrollo y para proyectos con presupuestos limitados. La máquina manual para fabricar ladrillos de enclavamiento surge como una solución transformadora que aborda estas preocupaciones fundamentales mediante principios de ingeniería innovadores. Este equipo especializado produce unidades de mampostería con protuberancias y recessos precisamente diseñados que se enclavan mecánicamente sin necesidad de mortero convencional. Para distribuidores, especialistas en adquisiciones y organizaciones de desarrollo, esta tecnología representa no solo una herramienta de construcción, sino un sistema integral de edificación que redefine las metodologías tradicionales de mampostería.
Marco Técnico y Mecánica Operativa
1.1 Principios de Ingeniería y Especificaciones de Diseño
Las máquinas manuales para fabricar ladrillos de enclavamiento encarnan una ingeniería sofisticada a pesar de su simplicidad mecánica, incorporando cálculos geométricos precisos y principios de ciencia de materiales.
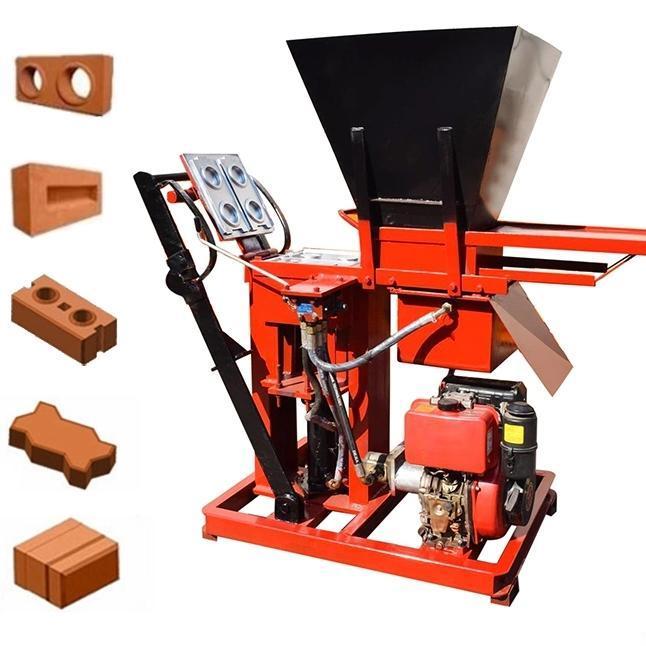
- Mecanismo de Interconexión Geométrica:La innovación central radica en el diseño del ladrillo, que presenta crestas estratégicamente posicionadas y ranuras correspondientes que crean un enlace mecánico al ensamblarse. La mayoría de los sistemas utilizan un patrón de trabado vertical y horizontal que proporciona estabilidad en múltiples dimensiones. La precisión de estas conexiones generalmente permite tolerancias dentro de 0.5-1.0 milímetros, garantizando un ajuste consistente entre lotes de producción. El diseño suele incorporar una ligera conicidad para facilitar la colocación mientras mantiene uniones estrechas, con el mecanismo de bloqueo normalmente proporcionando una resistencia al corte equivalente a las juntas de mortero tradicionales cuando está correctamente engranado.
- Tecnología de Compresión Manual:Estas máquinas utilizan sistemas mecánicos de palanca para generar suficiente fuerza de compactación, típicamente entre 2 y 5 toneladas, logrado mediante mecanismos de palanca compuesta o sistemas de compresión tipo tornillo. La aplicación de presión está cuidadosamente calibrada para producir ladrillos con densidades entre 1,800-2,200 kg/m³, óptimas tanto para rendimiento estructural como para propiedades de aislamiento térmico. La operación manual elimina dependencias de energía eléctrica mientras proporciona compresión adecuada para una producción durable de ladrillos, con la mayoría de los sistemas diseñados para fuerzas operativas dentro del rango de 15-25 kg, haciéndolos accesibles para diversos operadores.
- Sistemas de Moldes Modulares:Las versiones avanzadas cuentan con placas de molde intercambiables que permiten producir varios patrones de bloqueo a partir de un solo marco de máquina. Estos sistemas permiten a los fabricantes producir unidades complementarias, incluyendo medios ladrillos, piezas de esquina y elementos especializados, utilizando el mismo equipo básico. Los diseños de los moldes a menudo incorporan mecanismos de liberación rápida que facilitan la fácil expulsión de los ladrillos mientras preservan las delicadas características de bloqueo, algo crucial para mantener la eficiencia de producción y la calidad del producto.
1.2 Proceso de Manufactura y Control de Calidad
La metodología de producción para ladrillos de enclavamiento enfatiza la consistencia y la precisión a través de procedimientos operativos sistemáticos.
- Preparación de Materiales y Diseño de Mezclas:La producción exitosa de ladrillos de enclavamiento requiere materias primas con granulometría específica, típicamente utilizando un agregado bien gradado con tamaño máximo de partícula de 6-8 mm para garantizar la formación precisa de las características. La relación cemento-agregado generalmente varía entre 1:6 y 1:8, manteniéndose críticamente el contenido de humedad entre 8-12% para lograr una compactación óptima sin adherencia a las superficies del molde. Muchas operaciones exitosas incorporan mezclas de suelo-cemento cuando hay suelos locales adecuados disponibles, siguiendo normas establecidas como la ASTM D559 para pruebas de durabilidad.
- Secuencia de Producción Estandarizada:El proceso de manufactura sigue una secuencia disciplinada que comienza con la medición uniforme del material utilizando contenedores estandarizados. La mezcla se coloca cuidadosamente en la cámara del molde, prestando especial atención al llenado de las áreas con características de ensamble. La compresión se aplica de manera constante y se mantiene durante 10 a 30 segundos, dependiendo de las características de la mezcla. El proceso de desmoldeo utiliza sistemas de eyección precisos que protegen las delicadas características de ensamble, seguido de una transferencia inmediata a áreas de curado controladas. Este enfoque sistemático garantiza una precisión dimensional consistente en todos los lotes de producción.
- Protocolos de Curado y Garantía de Calidad:A diferencia de los ladrillos convencionales, las unidades de enclavamiento requieren una atención particular durante la fase inicial de curado para preservar la integridad geométrica. El proceso de curado generalmente implica 48 horas de curado húmedo bajo láminas de plástico, seguido de 14 a 21 días de curado al aire antes de su uso en la construcción. La verificación de calidad incluye revisiones dimensionales periódicas utilizando calibradores especiales que miden las características críticas de enclavamiento, junto con pruebas de compresión periódicas para garantizar la adecuación estructural, típicamente buscando resistencias entre 3 y 7 MPa dependiendo de los requisitos de la aplicación.
1.3 Sistema de Clasificación y Variantes Técnicas
Las máquinas para fabricar ladrillos entrelazados abarcan un espectro de sofisticación técnica y capacidades de producción adaptadas a diferentes segmentos del mercado.
- Sistemas Básicos de Acción de Palanca:Representando el nivel tecnológico más accesible, estas máquinas utilizan mecanismos de palanca simples para generar fuerza de compactación. Las capacidades de producción típicamente oscilan entre 300 y 600 ladrillos por día de 8 horas, con requisitos de capacitación inicial para el operador de 2 a 3 días para lograr competencia básica. Estos sistemas se caracterizan por su construcción robusta, necesidades mínimas de mantenimiento y completa independencia de fuentes de energía externas, lo que los hace ideales para aplicaciones en áreas remotas e iniciativas de construcción comunitarias.
- Prensas Manuales Multifuncionales Avanzadas:Esta categoría incorpora sistemas de ventaja mecánica mejorados, que a menudo utilizan palancas compuestas o mecanismos de volante para lograr fuerzas de compactación más altas. La producción diaria generalmente oscila entre 600 y 1,200 ladrillos, e incluye características como ajustes de compresión regulables, sistemas de moldes de cambio rápido y mecanismos integrados de expulsión de ladrillos. Estos sistemas representan el equilibrio óptimo entre la eficiencia de producción y la asequibilidad para pequeñas y medianas empresas que establecen operaciones comerciales de fabricación de ladrillos.
- Variantes de Sistemas Especializados:El mercado incluye máquinas optimizadas para aplicaciones específicas, como máquinas que producen ladrillos entrelazados para muros curvos, unidades especializadas para estructuras de contención de taludes y sistemas diseñados específicamente para construcción resistente a terremotos que incorporan patrones de entrelazado reforzado. Estas variantes especializadas generalmente tienen precios entre un 25% y un 40% superiores a los modelos estándar, mientras atienden requisitos estructurales y arquitectónicos específicos.
1.4 Ventajas Estratégicas y Metodología de Aplicación
El sistema de ladrillos entrelazados ofrece ventajas convincentes en múltiples dimensiones del proceso de construcción.
- Eficiencia en la Construcción y Optimización de Mano de Obra:La metodología de apilado en seco elimina la preparación y aplicación de mortero, reduciendo típicamente el tiempo de construcción en un 40-60% en comparación con la mampostería convencional. El sistema de ensamble simplifica la alineación y elimina la necesidad de albañiles altamente calificados, siendo la construcción básica de muros entrenable en 3-5 días. La reducida especialización laboral y el cronograma de construcción acelerado disminuyen significativamente los costos totales del proyecto, lo cual es particularmente impactante en regiones con acceso limitado a mano de obra calificada en mampostería.
- Desempeño Estructural y Resiliencia Sísmica:Los sistemas de enclavamiento debidamente diseñados demuestran características estructurales excepcionales, particularmente en aplicaciones sísmicas. El enclavamiento mecánico crea un sistema de muro semirrígido que puede acomodar movimientos menores sin fallar, superando a la mampostería convencional en pruebas de simulación de terremotos. La flexibilidad inherente del sistema, combinada con la capacidad de incorporar refuerzo vertical en canales designados, proporciona un desempeño sísmico mejorado en comparación con la construcción tradicional de mampostería no reforzada.
- Accesibilidad Económica y Eficiencia de Costos:La tecnología reduce significativamente los costos de construcción a través de múltiples vías: eliminación de materiales de mortero (típicamente 15-20% de los costos de mampostería), reducción de los requisitos de mano de obra (ahorros del 30-50%), minimización del desperdicio de materiales (menos del 2% en comparación con el 5-10% en la mampostería convencional) y menores costos de transporte debido a la producción localizada. Los ahorros generales en el costo de construcción típicamente oscilan entre el 25-35% en comparación con la construcción convencional con ladrillos cocidos, haciendo que la vivienda de calidad sea económicamente más accesible.
1.5 Marco de Implementación y Consideraciones Comerciales
La implementación exitosa de la tecnología de ladrillos entrelazados requiere una planificación estratégica en las dimensiones técnica, operativa y comercial.
- Estrategia de Desarrollo y Aplicación de Mercado: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
Conclusión
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
Frequently Asked Questions (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.