บทนำสู่เทคโนโลยีการก่อสร้างแบบแห้งแบบก้าวหน้า
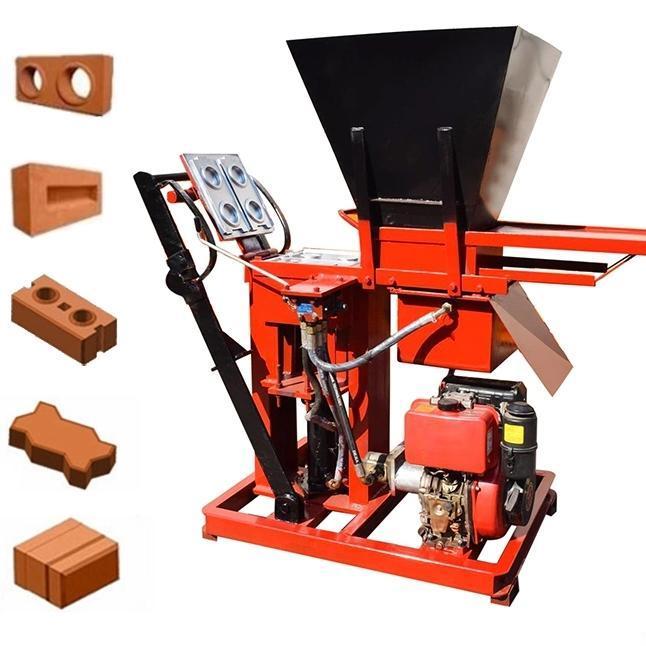
อุตสาหกรรมก่อสร้างทั่วโลกเผชิญกับความท้าทายอย่างต่อเนื่องในการสร้างสมดุลระหว่างประสิทธิภาพด้านต้นทุน ความแข็งแรงของโครงสร้าง และการเข้าถึงได้ โดยเฉพาะในภูมิภาคกำลังพัฒนาและสำหรับโครงการที่คำนึงถึงงบประมาณ เครื่องอัดอิฐบล็อกประสานแบบใช้มือได้ปรากฏขึ้นเป็นโซลูชันปฏิวัติที่แก้ไขข้อกังวลพื้นฐานเหล่านี้ผ่านหลักวิศวกรรมเชิงนวัตกรรม อุปกรณ์เฉพาะทางนี้ผลิตหน่วยก่อสร้างที่มีส่วนยื่นและส่วนเว้าที่ออกแบบอย่างแม่นยำเพื่อล็อคกันได้ทางกลไกโดยไม่ต้องใช้ปูนก่อฉาบแบบดั้งเดิม สำหรับผู้จัดจำหน่าย ผู้เชี่ยวชาญด้านจัดซื้อ และองค์กรพัฒนา เทคโนโลยีนี้ไม่เพียงเป็นเครื่องมือก่อสร้าง แต่เป็นระบบการก่อสร้างแบบบูรณาการที่นิยามใหม่ให้กับวิธีการก่ออิฐแบบดั้งเดิม
กรอบงานทางเทคนิคและกลไกการปฏิบัติงาน
1.1 หลักการทางวิศวกรรมและข้อกำหนดการออกแบบ
เครื่องอัดอิฐบล็อกแบบใช้มือทำงานด้วยกลไกที่เรียบง่าย แต่แฝงไปด้วยวิศวกรรมชั้นสูง ซึ่งรวมถึงการคำนวณทางเรขาคณิตที่แม่นยำและหลักการทางวิทยาศาสตร์ด้านวัสดุ
- กลไกการเชื่อมต่อทางเรขาคณิตนวัตกรรมหลักอยู่ที่การออกแบบอิฐที่มีสันและร่องที่วางตำแหน่งอย่างมีกลยุทธ์ ซึ่งสร้างพันธะเชิงกลเมื่อประกอบเข้าด้วยกัน ระบบส่วนใหญ่ใช้รูปแบบการเชื่อมต่อในแนวตั้งและแนวนอนที่ให้ความมั่นคงในหลายมิติ ความแม่นยำของการเชื่อมต่อเหล่านี้โดยทั่วไปอนุญาตให้มีค่าความคลาดเคลื่อนภายใน 0.5-1.0 มิลลิเมตร เพื่อให้แน่ใจว่ามีการฟิตที่สม่ำเสมอตลอดทุกชุดการผลิต การออกแบบมักรวมลักษณะเรียวเล็กน้อยเพื่ออำนวยความสะดวกในการวางตำแหน่ง ในขณะที่ยังคงรักษารอยต่อที่แน่น โดยกลไกการล็อกมักให้ความต้านทานแรงเฉือนเทียบเท่ากับรอยต่อปูนแบบดั้งเดิมเมื่อประกอบเข้าที่อย่างถูกต้อง
- เทคโนโลยีการบีบอัดด้วยมือเครื่องจักรเหล่านี้ใช้ระบบกลไกแบบคานงัดเพื่อสร้างแรงอัดที่เพียงพอ โดยทั่วไปอยู่ในช่วง 2 ถึง 5 ตัน ซึ่งทำได้ผ่านกลไกคานผสมหรือระบบอัดแบบสกรู การออกแรงกดได้รับการปรับเทียบอย่างแม่นยำเพื่อผลิตอิฐที่มีความหนาแน่นระหว่าง 1,800-2,200 กิโลกรัม/ลูกบาศก์เมตร ซึ่งเหมาะสมสำหรับทั้งประสิทธิภาพทางโครงสร้างและคุณสมบัติการเป็นฉนวนความร้อน การทำงานด้วยมือช่วยขจัดความจำเป็นในการใช้พลังงานไฟฟ้า ในขณะที่ยังคงให้แรงอัดที่เพียงพอสำหรับการผลิตอิฐที่มีความทนทาน โดยระบบส่วนใหญ่ออกแบบมาให้ใช้แรงดำเนินการภายในช่วง 15-25 กิโลกรัม ทำให้ผู้ปฏิบัติงานหลากหลายสามารถใช้งานได้
- ระบบแม่พิมพ์แบบแยกส่วน:รุ่นขั้นสูงมีแผ่นแม่พิมพ์ที่เปลี่ยนได้ซึ่งช่วยให้สามารถผลิตรูปแบบสลักหลายแบบได้จากโครงเครื่องจักรเดียว ระบบเหล่านี้ทำให้ผู้ผลิตสามารถผลิตชิ้นส่วนประกอบรวมถึงอิฐครึ่งก้อน ชิ้นส่วนมุม และองค์ประกอบพิเศษโดยใช้อุปกรณ์พื้นฐานเดียวกัน การออกแบบแม่พิมพ์มักมีกลไกปลดเร็วที่ช่วยให้คายอิฐออกได้ง่ายในขณะที่รักษาลักษณะสลักอันบอบบาง ซึ่งมีความสำคัญต่อการรักษาประสิทธิภาพการผลิตและคุณภาพผลิตภัณฑ์
1.2 กระบวนการผลิตและการควบคุมคุณภาพ
วิธีการผลิตอิฐบล็อคให้ความสำคัญกับความสม่ำเสมอและความแม่นยำผ่านขั้นตอนการทำงานที่เป็นระบบ
- การเตรียมวัสดุและการออกแบบส่วนผสมการผลิตอิฐบล็อกต่อเชื่อมที่ประสบความสำเร็จจำเป็นต้องใช้วัตถุดิบที่มีเกรดเฉพาะ โดยทั่วไปจะใช้วัสดุผสมที่มีการกระจายตัวดีและมีขนาดอนุภาคสูงสุด 6-8 มม. เพื่อให้ได้รูปทรงที่แม่นยำ อัตราส่วนปูนซีเมนต์ต่อวัสดุผสมมักอยู่ระหว่าง 1:6 ถึง 1:8 โดยต้องควบคุมปริมาณความชื้นอย่างเคร่งครัดที่ 8-12% เพื่อให้ได้การอัดแน่นที่เหมาะสมโดยไม่ติดกับพื้นผิวแม่พิมพ์ หลายแห่งที่ดำเนินการสำเร็จใช้ส่วนผสมดิน-ซีเมนต์เมื่อมีดินท้องถิ่นที่เหมาะสม โดยปฏิบัติตามมาตรฐานที่กำหนด เช่น ASTM D559 สำหรับการทดสอบความทนทาน
- ลำดับขั้นตอนการผลิตที่เป็นมาตรฐานกระบวนการผลิตปฏิบัติตามลำดับขั้นตอนที่เคร่งครัด โดยเริ่มจากการวัดวัสดุอย่างสม่ำเสมอด้วยภาชนะมาตรฐาน ส่วนผสมจะถูกวางอย่างระมัดระวังในโพรงแม่พิมพ์ โดยให้ความสนใจเป็นพิเศษในการเติมบริเวณส่วนที่ออกแบบให้เชื่อมต่อกัน จากนั้นจะทำการอัดด้วยแรงกดอย่างสม่ำเสมอและรักษาไว้เป็นเวลา 10-30 วินาที ขึ้นอยู่กับลักษณะของส่วนผสม กระบวนการถอดแบบใช้ระบบการดันออกที่แม่นยำเพื่อปกป้องส่วนที่เชื่อมต่อกันซึ่งบอบบาง ตามด้วยการเคลื่อนย้ายทันทีไปยังพื้นที่บ่มที่มีการควบคุม วิธีการที่เป็นระบบนี้ช่วยรับรองความแม่นยำของขนาดที่สม่ำเสมอตลอดทั้งชุดการผลิต
- ขั้นตอนการบำบัดและการรับประกันคุณภาพ:อิฐบล็อกประสานแตกต่างจากอิฐทั่วไปตรงที่ต้องได้รับการดูแลเป็นพิเศษในช่วงการบ่มเริ่มแรกเพื่อรักษาความสมบูรณ์ทางเรขาคณิต กระบวนการบ่มมักประกอบด้วยการบ่มด้วยความชื้นภายใต้พลาสติกเป็นเวลา 48 ชั่วโมง ตามด้วยการบ่มในอากาศ 14-21 วัน ก่อนนำไปใช้ในการก่อสร้าง การตรวจสอบคุณภาพรวมถึงการตรวจสอบขนาดเป็นประจำโดยใช้เกจวัดเฉพาะที่วัดคุณสมบัติการประสานที่สำคัญ พร้อมกับการทดสอบแรงอัดเป็นระยะเพื่อให้มั่นใจถึงความเพียงพอของโครงสร้าง โดยทั่วไปกำหนดเป้าหมายความแข็งแรงระหว่าง 3-7 MPa ขึ้นอยู่กับข้อกำหนดการใช้งาน
1.3 ระบบการจำแนกประเภทและรูปแบบทางเทคนิค
เครื่องอัดอิฐบล็อกครอบคลุมช่วงของความซับซ้อนทางเทคนิคและขีดความสามารถในการผลิตที่ออกแบบมาเพื่อตอบโจทย์กลุ่มตลาดที่แตกต่างกัน
- ระบบคันโยกพื้นฐานเครื่องจักรเหล่านี้ซึ่งอยู่ในระดับเทคโนโลยีที่เข้าถึงได้ง่ายที่สุด ใช้กลไกคันโยกแบบง่ายเพื่อสร้างแรงอัด ความสามารถในการผลิตโดยทั่วไปอยู่ที่ 300-600 ก้อนต่อวันทำงาน 8 ชั่วโมง โดยผู้ปฏิบัติงานต้องการการฝึกอบรมเริ่มต้น 2-3 วันเพื่อให้มีความชำนาญขั้นพื้นฐาน ระบบเหล่านี้มีลักษณะเด่นคือโครงสร้างที่ทนทาน ความต้องการการบำรุงรักษาที่น้อยที่สุด และไม่ต้องพึ่งพาแหล่งพลังงานภายนอกใดๆ ทำให้เหมาะสำหรับการใช้งานในพื้นที่ห่างไกลและโครงการก่อสร้างเชิงชุมชน
- Advanced Multi-Function Manual Presses: This category incorporates improved mechanical advantage systems, often using compound levers or flywheel mechanisms to achieve higher compaction forces. Daily outputs typically range from 600-1,200 bricks, with features including adjustable compression settings, quick-change mold systems, and integrated brick ejection mechanisms. These systems represent the optimal balance between production efficiency and affordability for small to medium enterprises establishing commercial brick manufacturing operations.
- Specialized System Variants: The market includes machines optimized for specific applications, including machines producing interlocking bricks for curved walls, specialized units for slope retention structures, and systems designed specifically for earthquake-resistant construction incorporating reinforced interlocking patterns. These specialized variants typically command 25-40% price premiums over standard models while addressing specific structural and architectural requirements.
1.4 Strategic Advantages and Application Methodology
The interlocking brick system delivers compelling advantages across multiple dimensions of the construction process.
- Construction Efficiency and Labor Optimization: The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
สรุป
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
คำถามที่พบบ่อย (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.