Introduction à la technologie innovante de construction à sec empilée
L'industrie mondiale de la construction est confrontée à des défis persistants pour équilibrer l'efficacité des coûts, l'intégrité structurelle et l'accessibilité, en particulier dans les régions en développement et pour les projets soucieux de leur budget. La machine manuelle à fabriquer des briques emboîtables émerge comme une solution transformative qui répond à ces préoccupations fondamentales grâce à des principes d'ingénierie innovants. Cet équipement spécialisé produit des unités de maçonnerie dotées de saillies et de rainures précisément conçues qui s'assemblent mécaniquement sans liant traditionnel au mortier. Pour les distributeurs, les spécialistes en approvisionnement et les organisations de développement, cette technologie représente non seulement un outil de construction, mais un système de bâtiment complet qui redéfinit les méthodologies traditionnelles de la maçonnerie.
Cadre technique et mécanismes opérationnels
1.1 Principes d'ingénierie et spécifications de conception
Les machines manuelles à briques à emboîtement incarnent une ingénierie sophistiquée malgré leur simplicité mécanique, intégrant des calculs géométriques précis et des principes de science des matériaux.
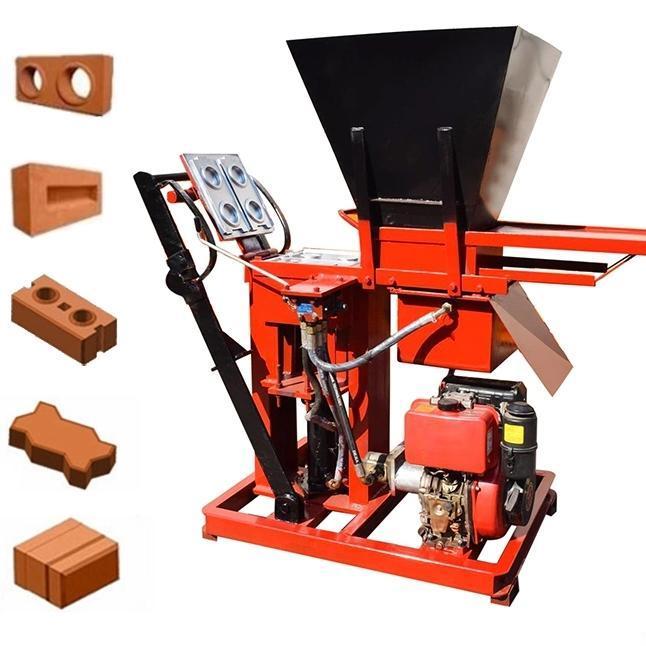
- Mécanisme d'imbrication géométrique :L'innovation centrale réside dans la conception des briques comportant des nervures positionnées stratégiquement et des rainures correspondantes qui créent une liaison mécanique lors de l'assemblage. La plupart des systèmes utilisent un motif d'emboîtement vertical et horizontal offrant une stabilité multidimensionnelle. La précision de ces connexions permet généralement des tolérances de 0,5 à 1,0 millimètre, garantissant un ajustement uniforme entre les lots de production. La conception intègre souvent un léger dévers pour faciliter le placement tout en maintenant des joints serrés, le mécanisme de verrouillage offrant généralement une résistance au cisaillement équivalente aux joints de mortier conventionnels lorsqu'il est correctement engagé.
- Technologie de compression manuelle :Ces machines utilisent des systèmes mécaniques à levier pour générer une force de compactage suffisante, généralement comprise entre 2 et 5 tonnes, obtenue grâce à des mécanismes à levier composé ou des systèmes de compression à vis. L'application de la pression est soigneusement calibrée pour produire des briques ayant des densités entre 1 800 et 2 200 kg/m³, optimales à la fois pour la performance structurelle et les propriétés d'isolation thermique. Le fonctionnement manuel élimine les dépendances énergétiques tout en fournissant une compression adéquate pour une production de briques durables, la plupart des systèmes étant conçus pour des forces opérationnelles comprises entre 15 et 25 kg, les rendant accessibles à divers opérateurs.
- Systèmes de moulage modulaires :Les versions avancées comportent des plaques de moule interchangeables qui permettent la production de divers motifs d'imbrication à partir d'un seul châssis de machine. Ces systèmes permettent aux fabricants de produire des unités complémentaires, y compris des demi-briques, des pièces d'angle et des éléments spécialisés, en utilisant le même équipement de base. Les conceptions des moules intègrent souvent des mécanismes à libération rapide qui facilitent l'éjection facile des briques tout en préservant les délicates caractéristiques d'imbrication, essentielles pour maintenir l'efficacité de production et la qualité du produit.
1.2 Processus de fabrication et contrôle de la qualité
La méthodologie de production des briques imbriquées met l'accent sur la cohérence et la précision grâce à des procédures opérationnelles systématiques.
- Préparation des matériaux et conception du mélange :La production réussie de briques imbriquées nécessite des matières premières spécifiquement calibrées, utilisant généralement un agrégat bien gradué avec une taille maximale de particules de 6 à 8 mm pour assurer une formation précise des caractéristiques. Le rapport ciment-agrégat se situe généralement entre 1:6 et 1:8, avec une teneur en humidité maintenue de manière critique entre 8 et 12 % pour obtenir un compactage optimal sans adhérer aux surfaces du moule. De nombreuses opérations réussies intègrent des mélanges sol-ciment lorsque des sols locaux appropriés sont disponibles, suivant des normes établies telles que l'ASTM D559 pour les tests de durabilité.
- Séquence de production standardisée :Le processus de fabrication suit une séquence disciplinée commençant par le mesurage uniforme des matériaux à l'aide de conteneurs standardisés. Le mélange est soigneusement placé dans la chambre du moule en portant une attention particulière au remplissage des zones d'emboîtement. La compression est appliquée régulièrement et maintenue pendant 10 à 30 secondes selon les caractéristiques du mélange. Le démoulage utilise des systèmes d'éjection précis qui protègent les délicates caractéristiques d'emboîtement, suivi d'un transfert immédiat vers des zones de durcissement contrôlées. Cette approche systématique garantit une précision dimensionnelle constante d'un lot de production à l'autre.
- Protocoles de traitement et d'assurance de la qualité :Contrairement aux briques conventionnelles, les éléments à emboîtement nécessitent une attention particulière pendant la phase initiale de cure pour préserver l'intégrité géométrique. Le processus de cure implique généralement 48 heures de cure humide sous bâche plastique, suivies de 14 à 21 jours de cure à l'air avant utilisation dans la construction. La vérification de la qualité inclut des contrôles dimensionnels réguliers à l'aide de gabarits sur mesure qui mesurent les caractéristiques critiques d'emboîtement, ainsi que des tests de compression périodiques pour garantir la résistance structurelle, visant généralement des résistances comprises entre 3 et 7 MPa selon les exigences de l'application.
1.3 Système de classification et variantes techniques
Les machines à briques imbriquées couvrent un éventail de sophistication technique et de capacités de production adaptées à différents segments de marché.
- Systèmes de base à levier d'action : Representing the most accessible technology tier, these machines utilize simple lever mechanisms to generate compaction force. Production capacities typically range from 300-600 bricks per 8-hour day, with initial operator training requirements of 2-3 days for basic proficiency. These systems are characterized by their rugged construction, minimal maintenance needs, and complete independence from external power sources, making them ideal for remote applications and community-based construction initiatives.
- Advanced Multi-Function Manual Presses: This category incorporates improved mechanical advantage systems, often using compound levers or flywheel mechanisms to achieve higher compaction forces. Daily outputs typically range from 600-1,200 bricks, with features including adjustable compression settings, quick-change mold systems, and integrated brick ejection mechanisms. These systems represent the optimal balance between production efficiency and affordability for small to medium enterprises establishing commercial brick manufacturing operations.
- Specialized System Variants: The market includes machines optimized for specific applications, including machines producing interlocking bricks for curved walls, specialized units for slope retention structures, and systems designed specifically for earthquake-resistant construction incorporating reinforced interlocking patterns. These specialized variants typically command 25-40% price premiums over standard models while addressing specific structural and architectural requirements.
1.4 Strategic Advantages and Application Methodology
The interlocking brick system delivers compelling advantages across multiple dimensions of the construction process.
- Construction Efficiency and Labor Optimization: The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
Conclusion
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
Frequently Asked Questions (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.