Introdução à Tecnologia Inovadora de Construção a Seco
A indústria global da construção enfrenta desafios persistentes para equilibrar eficiência de custos, integridade estrutural e acessibilidade, especialmente em regiões em desenvolvimento e para projetos com orçamento limitado. A máquina manual de fabricação de tijolos de encaixe surge como uma solução transformadora que aborda essas preocupações fundamentais por meio de princípios de engenharia inovadores. Este equipamento especializado produz unidades de alvenaria com saliências e reentrâncias precisamente projetadas que se encaixam mecanicamente sem a necessidade de ligação convencional com argamassa. Para distribuidores, especialistas em aquisições e organizações de desenvolvimento, essa tecnologia representa não apenas uma ferramenta de construção, mas um sistema construtivo abrangente que redefine as metodologias tradicionais de alvenaria.
Estrutura Técnica e Mecanismos Operacionais
1.1 Princípios de Engenharia e Especificações de Projeto
As máquinas manuais de fabricação de tijolos de encaixe incorporam uma engenharia sofisticada, apesar de sua simplicidade mecânica, integrando cálculos geométricos precisos e princípios da ciência dos materiais.
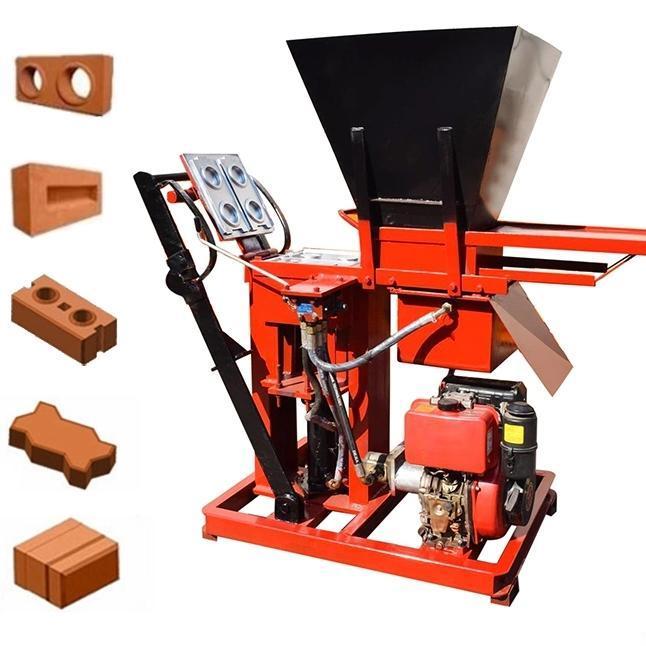
- Mecanismo de Intertravamento Geométrico:A inovação central reside no design do tijolo, que apresenta saliências estrategicamente posicionadas e ranhuras correspondentes que criam uma ligação mecânica quando montados. A maioria dos sistemas utiliza um padrão de encaixe vertical e horizontal que proporciona estabilidade em múltiplas dimensões. A precisão dessas conexões geralmente permite tolerâncias entre 0,5 e 1,0 milímetros, garantindo um encaixe consistente entre lotes de produção. O design frequentemente incorpora uma leve conicidade para facilitar o posicionamento, mantendo juntas apertadas, com o mecanismo de travamento normalmente fornecendo resistência ao cisalhamento equivalente a juntas de argamassa convencionais quando devidamente engatado.
- Tecnologia de Compressão Manual:Estas máquinas utilizam sistemas mecânicos alavancados para gerar força de compactação suficiente, geralmente variando de 2 a 5 toneladas, alcançada por meio de mecanismos de alavanca composta ou sistemas de compressão tipo parafuso. A aplicação de pressão é cuidadosamente calibrada para produzir tijolos com densidades entre 1.800-2.200 kg/m³, ideal tanto para desempenho estrutural quanto para propriedades de isolamento térmico. A operação manual elimina dependências de energia enquanto fornece compressão adequada para produção de tijolos duráveis, com a maioria dos sistemas projetados para forças operacionais na faixa de 15-25 kg, tornando-os acessíveis para diversos operadores.
- Sistemas de Moldes Modulares:Versões avançadas apresentam placas de molde intercambiáveis que permitem a produção de vários padrões de encaixe a partir de uma única estrutura de máquina. Esses sistemas possibilitam aos fabricantes produzir unidades complementares, incluindo meios-tijolos, peças de canto e elementos especiais, utilizando o mesmo equipamento básico. Os projetos dos moldes frequentemente incorporam mecanismos de liberação rápida que facilitam a ejeção fácil dos tijolos, preservando as delicadas características de encaixe, cruciais para manter a eficiência de produção e a qualidade do produto.
1.2 Processo de Fabricação e Controle de Qualidade
A metodologia de produção para tijolos de encaixe enfatiza a consistência e a precisão por meio de procedimentos operacionais sistemáticos.
- Preparação de Materiais e Design de Mistura:A produção bem-sucedida de tijolos de encaixe requer matérias-primas com granulometria específica, utilizando normalmente um agregado bem graduado com tamanho máximo de partícula de 6-8 mm para garantir a formação precisa das características. A proporção cimento-agregado geralmente varia de 1:6 a 1:8, com um teor de umidade mantido criticamente entre 8-12% para alcançar a compactação ideal sem aderência às superfícies do molde. Muitas operações bem-sucedidas incorporam misturas de solo-cimento quando há solos locais adequados disponíveis, seguindo normas estabelecidas como a ASTM D559 para testes de durabilidade.
- Sequência de Produção Padronizada:O processo de fabricação segue uma sequência disciplinada, começando com a medição uniforme do material usando recipientes padronizados. A mistura é cuidadosamente colocada na câmara do molde, com atenção especial para preencher as áreas de encaixe. A compressão é aplicada de forma constante e mantida por 10 a 30 segundos, dependendo das características da mistura. O processo de desmoldagem utiliza sistemas de ejeção precisos que protegem os delicados recursos de intertravamento, seguidos pela transferência imediata para áreas de cura controladas. Esta abordagem sistemática garante uma precisão dimensional consistente em todos os lotes de produção.
- Protocolos de Cura e Garantia de Qualidade:Ao contrário dos tijolos convencionais, as unidades de encaixe exigem atenção especial durante a fase inicial de cura para preservar a integridade geométrica. O processo de cura normalmente envolve 48 horas de cura úmida sob lona plástica, seguida por 14 a 21 dias de cura ao ar antes do uso na construção. A verificação de qualidade inclui verificações dimensionais regulares usando calibradores personalizados que medem as características críticas de encaixe, juntamente com testes periódicos de compressão para garantir a adequação estrutural, geralmente visando resistências entre 3 e 7 MPa, dependendo dos requisitos da aplicação.
1.3 Sistema de Classificação e Variantes Técnicas
As máquinas de tijolos entrelaçados abrangem um espectro de sofisticação técnica e capacidades de produção adaptadas a diferentes segmentos de mercado.
- Sistemas Básicos de Ação por Alavanca:Representando o nível tecnológico mais acessível, essas máquinas utilizam mecanismos simples de alavanca para gerar força de compactação. As capacidades de produção geralmente variam de 300 a 600 tijolos por dia de 8 horas, com requisitos de treinamento inicial do operador de 2 a 3 dias para proficiência básica. Esses sistemas são caracterizados por sua construção robusta, necessidades mínimas de manutenção e completa independência de fontes de energia externas, tornando-os ideais para aplicações remotas e iniciativas de construção baseadas na comunidade.
- Prensas Manuais Multifuncionais Avançadas:Esta categoria incorpora sistemas de vantagem mecânica aprimorados, frequentemente utilizando alavancas compostas ou mecanismos de volante para alcançar forças de compactação mais elevadas. As produções diárias geralmente variam entre 600 e 1.200 tijolos, com características que incluem configurações de compressão ajustáveis, sistemas de moldes de troca rápida e mecanismos integrados de ejeção de tijolos. Esses sistemas representam o equilíbrio ideal entre eficiência produtiva e acessibilidade financeira para pequenas e médias empresas que estabelecem operações comerciais de fabricação de tijolos.
- Variantes Especializadas do Sistema:O mercado inclui máquinas otimizadas para aplicações específicas, incluindo máquinas que produzem tijolos de encaixe para paredes curvas, unidades especializadas para estruturas de contenção de taludes e sistemas projetados especificamente para construção resistente a terremotos, incorporando padrões de encaixe reforçados. Essas variantes especializadas normalmente têm preços 25-40% superiores aos modelos padrão, atendendo a requisitos estruturais e arquitetônicos específicos.
1.4 Vantagens Estratégicas e Metodologia de Aplicação
O sistema de tijolos entrelaçados oferece vantagens convincentes em múltiplas dimensões do processo de construção.
- Eficiência na Construção e Otimização da Mão de Obra: The dry-stack methodology eliminates mortar preparation and application, typically reducing construction time by 40-60% compared to conventional masonry. The interlocking system simplifies alignment and eliminates the need for highly skilled masons, with basic wall construction trainable in 3-5 days. The reduced labor specialization and accelerated construction timeline significantly lower overall project costs, particularly impactful in regions with limited access to skilled masonry labor.
- Structural Performance and Seismic Resilience: Properly engineered interlocking systems demonstrate exceptional structural characteristics, particularly in seismic applications. The mechanical interlocking creates a semi-rigid wall system that can accommodate minor movement without failure, outperforming conventional masonry in earthquake simulation testing. The system’s inherent flexibility, combined with the ability to incorporate vertical reinforcement in designated channels, provides enhanced seismic performance compared to traditional unreinforced masonry construction.
- Economic Accessibility and Cost Efficiency: The technology significantly reduces construction costs through multiple pathways: elimination of mortar materials (typically 15-20% of masonry costs), reduced labor requirements (30-50% savings), minimized material waste (under 2% compared to 5-10% in conventional masonry), and lower transportation costs due to localized production. The overall construction cost savings typically range from 25-35% compared to conventional fired brick construction, making quality housing more economically accessible.
1.5 Implementation Framework and Commercial Considerations
Successful deployment of interlocking brick technology requires strategic planning across technical, operational, and commercial dimensions.
- Market Development and Application Strategy: Successful implementation begins with identifying appropriate applications, typically starting with single-story residential construction, perimeter walls, and agricultural structures. Market education is crucial, particularly demonstrating the structural credibility through test walls and reference projects. Strategic partnerships with housing agencies, development organizations, and progressive construction firms can accelerate market acceptance and create sustainable demand for manufactured units.
- Production Facility Planning and Operation: Establishing successful manufacturing operations requires appropriate site selection considering raw material access, production area requirements (typically 200-500 m² for small operations), and product curing space. The operational model must account for raw material testing, systematic production scheduling, quality control protocols, and skilled labor development. Successful operations typically achieve profitability at production levels of 4,000-6,000 bricks monthly, with clear pathways to scale as market demand increases.
- Business Model Development and Financial Planning: Viable business models range from direct manufacturing and sales to technology licensing and construction service provision. Financial planning must account for machine acquisition costs (typically $1,500-$4,000 for quality manual systems), raw material inventory, production labor, and market development expenses. Break-even analysis typically indicates viability at 40-50% capacity utilization, with full ROI achievable within 12-18 months for well-managed operations serving established markets.
Conclusão
The interlocking manual brick making machine represents far more than construction equipment—it embodies an integrated building system that addresses fundamental challenges of cost, skill, and resource efficiency in construction. Its innovative approach to masonry construction delivers compelling advantages in speed, economy, and structural performance while simultaneously reducing dependency on scarce resources and specialized skills. For commercial stakeholders, this technology opens significant opportunities in affordable housing, disaster-resistant construction, and sustainable building markets. The successful implementation requires careful technical understanding, strategic market development, and operational excellence, but offers the potential to transform construction methodologies and create substantial social and economic value across diverse market conditions.
Perguntas Frequentes (FAQ)
Q1: What is the learning curve for construction crews transitioning from conventional masonry to interlocking brick systems?
A: Skilled masons typically require 3-5 days of training to achieve proficiency with interlocking brick construction, while unskilled laborers can become competent in basic wall construction within 5-7 days. The key differences involve understanding the dry-stack methodology, proper alignment techniques using guide strings, and learning the specific patterns for corners and openings. Most training programs report that crews achieve 80% of maximum efficiency within their first 2-3 projects using the system.
Q2: How does the structural performance of interlocking brick walls compare to conventional masonry?
A: Properly constructed interlocking brick walls demonstrate compressive strength comparable to conventional masonry, typically ranging from 3-7 MPa. The interlocking system provides improved resistance to shear forces, making it particularly suitable for seismic applications. When reinforced with vertical steel in designated channels and properly capped with bond beams, interlocking brick walls can meet international building code requirements for load-bearing construction up to 2-3 stories, depending on specific design parameters.
Q3: What are the maintenance requirements for manual interlocking brick machines?
A: Maintenance requirements are minimal but crucial for consistent production quality. Daily maintenance includes cleaning all mold surfaces and lubrication of moving parts. Weekly inspection should verify wear on compression components and check for deformation in mold plates. Major maintenance typically involves replacement of wear parts every 50,000-100,000 bricks, depending on material abrasiveness. Proper maintenance typically requires 15-30 minutes daily and 2-3 hours for weekly thorough inspection and servicing.
Q4: Can interlocking bricks be used in combination with conventional construction methods?
A: Yes, interlocking bricks integrate effectively with conventional concrete frameworks, reinforced concrete columns, and standard roofing systems. The interface typically involves creating a standard mortar bed at connection points or using specialized U-shaped interlocking bricks that accommodate reinforced concrete elements. This flexibility allows architects and engineers to combine the efficiency of interlocking masonry with the structural benefits of reinforced concrete where required by design considerations.
Q5: What quality control measures are most critical for successful interlocking brick production?
A: The most critical quality parameters include dimensional consistency (particularly for interlocking features), uniform compaction density, and proper curing. Key control measures include: daily dimensional verification using checking gauges, periodic weight checks to ensure consistent density, systematic compression testing of sample bricks, and careful monitoring of curing conditions. Establishing and maintaining these quality protocols is essential for producing bricks that assemble properly and perform as intended structurally.
Q6: How does production output vary between different models of manual interlocking brick machines?
A: Production capacity ranges significantly based on machine design and operator skill. Basic lever systems typically produce 40-70 bricks per hour, while advanced manual presses can achieve 100-150 bricks per hour with trained operators. Actual daily output for an 8-hour production day typically ranges from 300-600 bricks for basic systems and 600-1,000 bricks for advanced manual presses, accounting for necessary breaks, material preparation, and quality checking activities.