Pengenalan kepada Teknologi Pengeluaran Unit Bata Lanjutan
Industri pembinaan global yang terus menerus mengejar bahan binaan yang efisien, lestari, dan menjimatkan kos telah meletakkan bata berongga simen sebagai komponen asas dalam reka bentuk struktur kontemporari. Unit batu bata khusus ini, yang dicirikan oleh rongga yang direka secara strategik, mewakili evolusi penting dalam sains bahan binaan. Jentera yang bertanggungjawab untuk penghasilannya mewujudkan gabungan canggih prinsip kejuruteraan struktur, teknologi bahan, dan automasi pembuatan. Bagi pengedar, pakar perolehan, dan pelabur industri, memahami kerumitan teknikal dan implikasi komersial jentera pembuatan bata berongga simen adalah sangat penting untuk memanfaatkan permintaan yang semakin meningkat bagi bahan binaan maju.
Spesifikasi Teknikal dan Analisis Proses Pembuatan
1.1 Prinsip Kejuruteraan Asas dan Seni Bina Reka Bentuk
Mesin pembuatan bata berongga simen mewakili kategori khusus peralatan pembinaan yang direka khas untuk menghasilkan unit batu bata dengan konfigurasi rongga yang tepat.
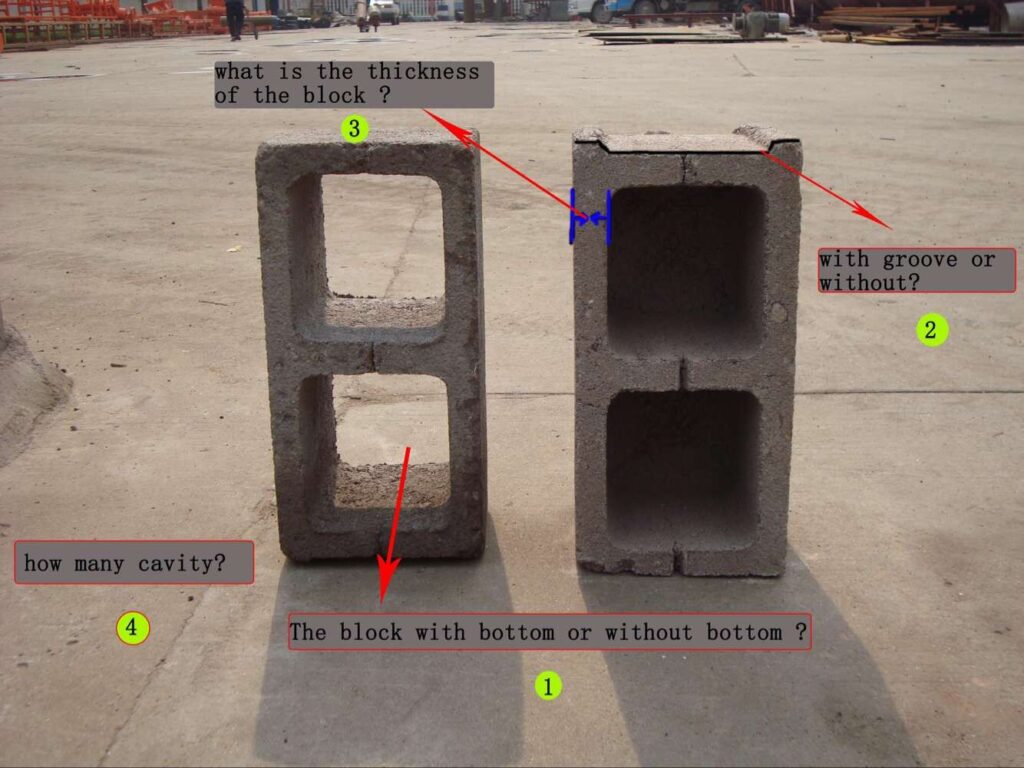
- Reka Bentuk dan Konfigurasi Kekosongan StrukturProses pembuatan berpusat pada sistem acuan yang direka bentuk dengan tepat untuk mencipta corak rongga strategik dalam setiap unit bata. Rongga ini biasanya membentuk 25-50% daripada jumlah isipadu bata, menghasilkan gabungan unik pengurangan berat dan integriti struktur. Reka bentuk acuan menggabungkan teras khas yang membentuk rongga ini sambil mengekalkan ketebalan dinding optimum antara rongga dan permukaan luar bata. Sistem canggih mempunyai sistem teras tukar cepat yang membolehkan pengeluar mengubah corak rongga tanpa penggantian acuan penuh, memberikan fleksibiliti pengeluaran untuk keperluan struktur dan piawaian pembinaan serantau yang berbeza.
- Teknologi Getaran dan Mampatan Bersepadu:Pembuatan bata berongga moden menggunakan sistem pemadatan pendekatan berganda yang menggabungkan getaran frekuensi tinggi dengan tekanan hidraulik terkawal. Frekuensi getaran, yang biasanya beroperasi antara 3,000-4,500 RPM, memastikan pengedaran bahan yang lengkap di seluruh geometri acuan kompleks, menghapuskan potensi lompang atau titik lemah di bahagian web antara ruang berongga. Secara serentak, sistem hidraulik mengenakan tekanan yang ditentukan secara tepat antara 120-250 tan, bergantung pada kapasiti mesin, untuk mencapai ketumpatan optimum dan ketepatan dimensi. Gabungan ini adalah penting untuk menghasilkan bata berongga dengan ketebalan dinding yang konsisten dan prestasi struktur yang boleh dipercayai.
- Urutan Pengeluaran Berautomasi:Kitaran pembuatan mengikuti urutan masa yang tepat bermula dengan suapan bahan automatik ke dalam rongga acuan. Sistem suapan khusus memastikan pengedaran sekata di seluruh geometri acuan yang kompleks, termasuk kawasan di sekitar elemen teras. Selepas pengedaran bahan, fasa mampatan diaktifkan dengan getaran dan tekanan yang dikenakan mengikut parameter yang telah diprogramkan. Proses pembukaan acuan menggunakan sistem penyingkiran berketepatan tinggi yang mengeluarkan bata baru terbentuk dengan teliti tanpa merosakkan sambungan halus antara lompang. Akhirnya, sistem pengendalian palet automatik memindahkan produk mentah ke kawasan pematangan, mengekalkan integriti produk sepanjang proses pengendalian.
1.2 Pengelasan Sistem Pembuatan dan Keupayaan Teknikal
Peralatan penghasilan bata berongga merangkumi pelbagai tahap kecanggihan teknikal, daripada operasi manual asas sehingga sistem perindustrian yang sepenuhnya automatik.
- Sistem Tekan Hidraulik Pegun:Mesin-mesin perindustrian ini mewakili segmen premium teknologi pembuatan bata berongga. Dicirikan oleh rangka struktur yang besar dan sistem hidraulik yang berkuasa, ia menawarkan kapasiti pengeluaran antara 8,000-20,000 bata setiap syif 8 jam. Sistem ini biasanya dilengkapi pengawal logik boleh aturcara (PLC) yang mengurus setiap aspek proses pengeluaran, daripada perkadaran bahan mentah hingga pengeluaran bata akhir. Pembinaan teguhnya membolehkan penghasilan konsisten bata berongga berkualiti tinggi yang memenuhi piawaian antarabangsa ASTM dan ISO untuk toleransi dimensi dan kekuatan mampatan.
- Unit Pengeluaran Mudah Alih dengan Operasi Hidraulik:Menduduki segmen tengah pasaran, sistem-sistem ini menggabungkan operasi hidraulik dengan tahap automasi yang berbeza-beza. Kapasiti pengeluaran biasanya berada dalam lingkungan 2,000-6,000 bata sehari, menjadikannya sesuai untuk operasi berskala sederhana dan pembuatan produk khusus. Banyak model dalam kategori ini mempunyai reka bentuk modular yang membolehkan peningkatan automasi berperingkat, memberikan fleksibiliti pembuatan untuk perniagaan yang sedang berkembang. Sistem-sistem ini sering dilengkapi sistem kawalan elektronik asas untuk konsistensi operasi sambil mengekalkan kesederhanaan operasi yang relatif.
- Sistem Operasi Mekanikal:Sebagai perwakilan segmen peringkat permulaan, mesin-mesin ini menggunakan sistem tuas mekanikal berbanding operasi hidraulik. Walaupun menawarkan pengeluaran yang lebih rendah (biasanya 800-1,500 bata sehari), ia menyediakan titik permulaan yang mudah diakses untuk usahawan kecil dan pengeluar khusus. Kesederhanaan ini menjadikan keperluan penyelenggaraan dan kos operasi lebih rendah, meskipun dengan kelajuan pengeluaran yang berkurang dan ketekalan ketumpatan produk serta ketepatan dimensi yang kurang berbanding sistem hidraulik.
1.3 Sains Bahan dan Formulasi Pengeluaran
Kualiti bata berongga siap bergantung ketara pada pemilihan bahan dan reka bentuk campuran, dengan peralatan pembuatan direka untuk memproses ciri bahan tertentu.
- Spesifikasi Bahan Mentah Optimum:Pengeluaran bata berongga yang berjaya memerlukan agregat bergred dengan teliti dengan saiz zarah biasanya antara 0-6mm. Lengkung gred agregat mesti dioptimumkan untuk memastikan aliran bahan yang lancar ke dalam geometri acuan kompleks sambil mencapai pemadatan yang mencukupi di sekitar elemen teras. Kandungan simen umumnya antara nisbah simen kepada agregat 1:6 hingga 1:8, bergantung pada keperluan kekuatan mampatan yang disasarkan. Kandungan air mesti dikawal dengan tepat, biasanya antara 8-12% daripada jumlah berat, untuk mencapai penghidratan optimum tanpa menjejaskan ciri-ciri pembukaan acuan.
- Teknologi Pemprosesan Bahan Termaju:Pembuatan bata berongga berskala industri menggabungkan sistem penyediaan bahan yang canggih. Ini sering merangkumi peralatan pembatchan automatik dengan sistem penimbangan tepat, pengadun tindakan paksa yang memastikan pengedaran simen yang seragam dalam matriks agregat, dan sistem kawalan kelembapan yang mengekalkan nisbah air-simen yang konsisten. Beberapa sistem maju menggabungkan pemantauan kelembapan masa nyata dengan pampasan automatik, penting untuk mengekalkan kualiti produk yang konsisten dalam pelbagai keadaan persekitaran.
- Integrasi Aditif Khusus:Pengeluaran bata berongga moden kerap menggabungkan bahan tambah khusus untuk meningkatkan ciri produk tertentu. Ini mungkin termasuk agen pengurang air untuk meningkatkan kebolehkerjaan pada kandungan air yang lebih rendah, pemecut pengerasan untuk pembangunan kekuatan awal yang lebih pantas, dan sebatian kalis air untuk ketahanan yang lebih baik. Peralatan pembuatan mestilah serasi dengan bahan tambah ini, dengan sistem dos yang mampu menyuntik secara berkadar tepat ke dalam campuran.
1.4 Kelebihan Strategik Perniagaan dan Aplikasi Pasaran
Pengeluaran dan penggunaan bata berongga buatan mesin menawarkan kelebihan yang menarik sepanjang rantaian nilai pembinaan.
- Faedah Struktur dan Ekonomi:Konfigurasi rongga strategik mengurangkan berat sebanyak 25-40% berbanding unit padu, menghasilkan penjimatan ketara dalam kos pengangkutan dan keperluan asas struktur. Poket udara dalam bata menyediakan penebat haba semula jadi, berpotensi mengurangkan penggunaan tenaga pemanasan dan penyejukan dalam bangunan siap sebanyak 15-30%. Selain itu, pengurangan isipadu bahan per unit menjurus kepada penjimatan kos bahan secara langsung tanpa menjejaskan prestasi struktur apabila direka mengikut spesifikasi kejuruteraan.
- Kesan Alam Sekitar dan Kredibiliti Kelestarian:Pembuatan bata berongga mewakili pendekatan mampan dalam pembinaan melalui penggunaan bahan yang dioptimumkan. Kandungan simen yang dikurangkan setiap unit secara langsung menurunkan jejak karbon yang berkaitan dengan pengeluaran. Tambahan pula, sifat penebat haba menyumbang kepada kecekapan tenaga sepanjang kitaran hayat bangunan. Proses pembuatan biasanya menghasilkan sisa yang minimum, dengan kebanyakan sisa pengeluaran boleh dikitar semula ke dalam aliran pengeluaran.
- Kelebihan Kecekapan Pembinaan:Dimensi piawai dan kualiti konsisten bata berongga buatan mesin meningkatkan kecekapan pembinaan dengan ketara. Saiz seragam mengurangkan penggunaan mortar dan membolehkan kadar peletakan lebih pantas berbanding alternatif tidak sekata atau buatan tangan. Berat yang berkurang mengurangkan keletihan buruh dan masa pengendalian, manakala prestasi struktur yang boleh diramal memudahkan pengiraan kejuruteraan dan prosedur kawalan kualiti.
1.5 Pertimbangan Pelaksanaan dan Perancangan Komersial
Integrasi teknologi pembuatan bata berongga yang berjaya memerlukan analisis teliti terhadap pelbagai faktor komersial dan operasi.
- Analisis Pasaran dan Perancangan Perniagaan: Prior to investment, comprehensive market assessment should identify specific opportunities in local construction sectors. Analysis should consider competition from alternative materials, regulatory environment regarding hollow brick utilization in structural applications, and potential partnerships with construction firms and distributors. The business plan must clearly define target markets, whether focusing on residential construction, commercial projects, or specialized applications such as partition walls or fencing.
- Technical Implementation and Operational Planning: Site selection must consider adequate space for production equipment, raw material storage, and product curing. Infrastructure requirements include appropriate power supply, water access, and waste management systems. The implementation timeline must account for equipment procurement, foundation construction, installation, and operator training. For larger systems, planning should include phased commissioning to identify and resolve operational issues before full-scale production.
- Financial Analysis and Investment Planning: Comprehensive financial modeling must extend beyond initial equipment acquisition to include all aspects of operational costs. The analysis should project production costs based on local material and labor rates, identify break-even production volumes, and model cash flow requirements. Sensitivity analysis should examine impact of variables such as fluctuations in cement prices, changes in market demand, and potential regulatory changes affecting material specifications.
Kesimpulan
Cement hollow brick making machinery represents a sophisticated convergence of mechanical engineering, materials science, and industrial automation. This technology enables manufacturers to produce building materials that simultaneously address structural requirements, economic constraints, and environmental considerations. The strategic advantages of hollow bricks—including reduced weight, improved thermal performance, and material efficiency—position them favorably within evolving construction methodologies focused on sustainability and cost-effectiveness. For commercial stakeholders, success in this sector requires thorough understanding of both the technical aspects of manufacturing and the market dynamics driving demand. With careful planning and strategic implementation, hollow brick manufacturing presents significant opportunities for growth and leadership in the competitive construction materials industry.
Soalan Lazim (FAQ)
Q1: What are the key differences between manufacturing solid bricks versus hollow bricks?
A: The primary differences lie in mold design, compaction methodology, and material requirements. Hollow brick manufacturing requires more complex molds with core elements, precise vibration systems to ensure complete filling around cores, and carefully controlled material consistency to prevent web breakage. The production process typically operates at slightly slower cycle times to ensure proper formation of hollow sections, and requires more sophisticated handling systems to protect the green products before curing.
Q2: What compressive strength can be achieved with machine-produced hollow bricks?
A: Properly manufactured hollow bricks typically achieve compressive strengths ranging from 4-15 MPa (600-2,200 psi), depending on material配方, compaction pressure, and curing methods. Industrial-grade equipment with high-pressure compaction systems can produce bricks meeting ASTM C90 specifications for load-bearing units, with minimum compressive strengths of 13.1 MPa (1,900 psi) for individual units and 11.7 MPa (1,700 psi) for gross area.
Q3: How does the production output of hollow brick machines compare to solid brick equipment?
A: When comparing similarly sized and priced equipment, hollow brick production typically achieves 15-30% lower output in terms of units per hour due to more complex mold geometries and longer cycle requirements. However, when measured by volume of material processed or actual wall coverage area produced, the difference is less significant, typically in the range of 5-15% lower productivity.
Q4: What maintenance considerations are unique to hollow brick manufacturing equipment?
A: The core maintenance challenges involve mold integrity and core element preservation. The complex mold assemblies with core elements require regular inspection for wear and alignment. Maintenance schedules should include careful cleaning of core elements to prevent material buildup, inspection of web thickness consistency, and monitoring of ejection system alignment to prevent damage to freshly formed bricks. Hydraulic systems and vibration mechanisms require the same maintenance attention as solid brick equipment.
Q5: Can the same machine produce different sizes and patterns of hollow bricks?
A: Most modern hollow brick machines are designed with modular mold systems that allow for production of different brick sizes and void configurations. Changing brick specifications typically requires replacing the mold assembly and possibly adjusting compression parameters. Quick-change mold systems can reduce changeover time from several hours to under 30 minutes, while basic systems may require half a day or more for complete reconfiguration.
Q6: What are the specific power requirements for operating industrial-scale hollow brick machines?
A: Industrial hollow brick manufacturing systems typically require three-phase electrical power ranging from 25-75 kW, depending on production capacity and automation level. A medium-capacity system producing 5,000-8,000 bricks daily typically operates on 380-480V with 40-50 kW connected load. Specific requirements vary by manufacturer and should be verified during equipment selection, as inadequate power supply can significantly impact production efficiency and product quality.