บทนำสู่เทคโนโลยีการผลิตอิฐก่อสร้างขั้นสูง
อุตสาหกรรมก่อสร้างทั่วโลกที่มุ่งมั่นแสวงหาวัสดุก่อสร้างที่มีประสิทธิภาพ ยั่งยืน และคุ้มค่าเงิน ได้ทำให้อิฐบล็อกคอนกรีตกลายเป็นองค์ประกอบพื้นฐานในการออกแบบโครงสร้างสมัยใหม่ หน่วยก่อสร้างเฉพาะทางเหล่านี้ ซึ่งมีลักษณะเด่นคือช่องว่างที่ออกแบบมาอย่างมีกลยุทธ์ แสดงถึงวิวัฒนาการที่สำคัญในวิทยาศาสตร์วัสดุก่อสร้าง เครื่องจักรที่รับผิดชอบในการผลิตของพวกมันเป็นการผสมผสานที่ซับซ้อนของหลักการวิศวกรรมโครงสร้าง เทคโนโลยีวัสดุ และระบบอัตโนมัติในการผลิต สำหรับผู้จัดจำหน่าย ผู้เชี่ยวชาญด้านการจัดซื้อ และนักลงทุนอุตสาหกรรม การทำความเข้าใจความซับซ้อนทางเทคนิคและผลกระทบเชิงพาณิชย์ของเครื่องจักรทำอิฐบล็อกคอนกรีตถือเป็นสิ่งสำคัญยิ่งในการใช้ประโยชน์จากความต้องการที่เพิ่มขึ้นสำหรับวัสดุก่อสร้างขั้นสูง
ข้อมูลจำเพาะทางเทคนิคและการวิเคราะห์กระบวนการผลิต
1.1 หลักการพื้นฐานทางวิศวกรรมและสถาปัตยกรรมการออกแบบ
เครื่องจักรผลิตอิฐบล็อกมวลเบาประเภทกลวง เป็นอุปกรณ์ก่อสร้างเฉพาะทางที่ถูกออกแบบมาเพื่อผลิตหน่วยก่อสร้างที่มีช่องว่างภายในตามรูปแบบที่แม่นยำ
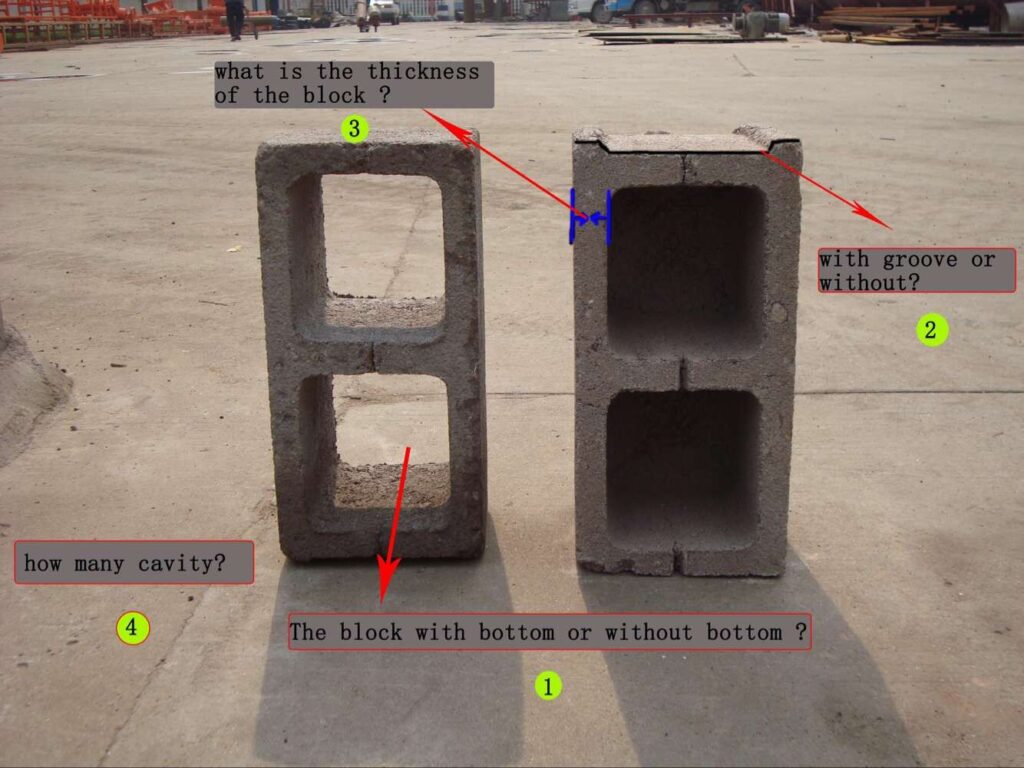
- การออกแบบและกำหนดค่าช่องว่างโครงสร้างกระบวนการผลิตเน้นไปที่ระบบแม่พิมพ์ที่ออกแบบอย่างแม่นยำ ซึ่งสร้างรูปแบบช่องว่างเชิงกลยุทธ์ภายในหน่วยอิฐแต่ละก้อน ช่องว่างเหล่านี้โดยทั่วไปคิดเป็น 25-50% ของปริมาตรอิฐทั้งหมด ส่งผลให้เกิดการลดน้ำหนักและความแข็งแรงเชิงโครงสร้างในแบบผสมผสานที่เป็นเอกลักษณ์ การออกแบบแม่พิมพ์ประกอบด้วยแกนกลางที่ออกแบบพิเศษเพื่อสร้างช่องว่างเหล่านี้ ในขณะที่ยังคงความหนาของผนังที่เหมาะสมระหว่างช่องว่างและพื้นผิวภายนอกของอิฐ ระบบขั้นสูงมีระบบแกนกลางเปลี่ยนเร็วที่ช่วยให้ผู้ผลิตสามารถปรับเปลี่ยนรูปแบบช่องว่างได้โดยไม่ต้องเปลี่ยนแม่พิมพ์ทั้งหมด ส่งผลให้มีความยืดหยุ่นในการผลิตเพื่อตอบสนองความต้องการทางโครงสร้างและมาตรฐานการก่อสร้างในแต่ละภูมิภาค
- เทคโนโลยีการสั่นสะเทือนและการบีบอัดแบบบูรณาการการผลิตอิฐโพรงสมัยใหม่ใช้ระบบอัดแบบสองทางที่ผสมผสานการสั่นสะเทือนความถี่สูงกับแรงดันไฮดรอลิกที่ควบคุมได้ ความถี่ในการสั่นซึ่งทำงานอยู่ที่ประมาณ 3,000-4,500 รอบต่อนาที ช่วยให้วัสดุกระจายตัวเต็มทั่วแม่พิมพ์ที่มีรูปทรงซับซ้อน ขจัดช่องว่างหรือจุดอ่อนที่อาจเกิดขึ้นในผนังระหว่างส่วนโพรง ในขณะเดียวกันระบบไฮดรอลิกจะใช้แรงดันที่ปรับเทียบอย่างแม่นยำตั้งแต่ 120 ถึง 250 ตัน ขึ้นอยู่กับความจุของเครื่อง เพื่อให้ได้ความหนาแน่นและความแม่นยำของขนาดที่เหมาะสม การผสมผสานนี้มีความสำคัญอย่างยิ่งต่อการผลิตอิฐโพรงที่มีความหนาของผนังสม่ำเสมอและประสิทธิภาพทางโครงสร้างที่เชื่อถือได้
- ลำดับการผลิตอัตโนมัติวงจรการผลิตดำเนินตามลำดับเวลาที่แม่นยำ โดยเริ่มจากการป้อนวัสดุอัตโนมัติเข้าไปในช่องแม่พิมพ์ ระบบป้อนเฉพาะทางช่วยกระจายวัสดุอย่างสม่ำเสมอทั่วเรขาคณิตแม่พิมพ์ที่ซับซ้อน รวมถึงบริเวณรอบๆ องค์ประกอบแกนกลาง หลังการกระจายวัสดุแล้ว ขั้นตอนการอัดจะเริ่มทำงานโดยมีการสั่นและแรงดันตามพารามิเตอร์ที่ตั้งโปรแกรมไว้ล่วงหน้า กระบวนการถอดแบบใช้ระบบการดีดแม่พิมพ์ความแม่นยำที่ค่อยๆ เอาอิฐที่เพิ่งขึ้นรูปออกมาโดยไม่ทำลายโครงสร้างละเอียดระหว่างช่องว่าง สุดท้าย ระบบจัดการพาเลทอัตโนมัติจะเคลื่อนย้ายผลิตภัณฑ์ที่ยังไม่เผาไปยังพื้นที่บ่มรักษา โดยคงความสมบูรณ์ของผลิตภัณฑ์ตลอดกระบวนการจัดการ
1.2 การจำแนกประเภทระบบการผลิตและขีดความสามารถทางเทคนิค
อุปกรณ์การผลิตอิฐบล็อกมีระดับความซับซ้อนทางเทคนิคที่หลากหลาย ตั้งแต่การทำงานด้วยมือแบบพื้นฐานไปจนถึงระบบอุตสาหกรรมอัตโนมัติเต็มรูปแบบ
- ระบบเครื่องอัดไฮดรอลิกแบบอยู่กับที่เครื่องจักรระดับอุตสาหกรรมเหล่านี้เป็นตัวแทนของกลุ่มเทคโนโลยีการผลิตอิฐบล็อกโปร่งระดับพรีเมียม ด้วยโครงสร้างขนาดใหญ่และระบบไฮดรอลิกที่มีกำลังสูง พวกมันสามารถผลิตได้ 8,000-20,000 ก้อนต่อกะการทำงาน 8 ชั่วโมง โดยทั่วไประบบเหล่านี้จะมีตัวควบคุมลอจิกที่โปรแกรมได้ (PLC) ซึ่งจัดการทุกขั้นตอนของกระบวนการผลิต ตั้งแต่การผสมวัตถุดิบจนถึงการปล่อยอิฐสำเร็จรูป โครงสร้างที่มั่นคงแข็งแรงช่วยให้สามารถผลิตอิฐบล็อกโปร่งคุณภาพสูงอย่างสม่ำเสมอ ซึ่งเป็นไปตามมาตรฐานสากล ASTM และ ISO ทั้งในด้านความคลาดเคลื่อนของขนาดและความทนทานต่อแรงอัด
- หน่วยผลิตเคลื่อนที่พร้อมระบบไฮดรอลิกระบบเหล่านี้ครอบครองส่วนกลางของตลาด โดยผสมผสานการทำงานแบบไฮดรอลิกกับระดับการทำให้เป็นอัตโนมัติที่หลากหลาย ความสามารถในการผลิตโดยทั่วไปอยู่ในช่วง 2,000-6,000 ก้อนต่อวัน ทำให้เหมาะสำหรับการดำเนินงานขนาดกลางและการผลิตผลิตภัณฑ์เฉพาะทาง รุ่นหลายรุ่นในหมวดหมู่นี้มีลักษณะการออกแบบแบบโมดูลาร์ที่ช่วยให้สามารถอัปเกรดระบบอัตโนมัติได้แบบค่อยเป็นค่อยไป ซึ่งมอบความยืดหยุ่นด้านการผลิตให้กับธุรกิจที่กำลังเติบโต ระบบเหล่านี้มักรวมถึงระบบควบคุมอิเล็กทรอนิกส์พื้นฐานเพื่อความสม่ำเสมอในการทำงาน ขณะที่ยังคงรักษาความเรียบง่ายในการดำเนินงานที่สัมพันธ์กัน
- ระบบการดำเนินการทางกลเครื่องจักรเหล่านี้ซึ่งเป็นตัวแทนของกลุ่มระดับเริ่มต้น ใช้ระบบกลไกคานงัดแทนการทำงานแบบไฮดรอลิก แม้จะให้ผลผลิตที่ต่ำกว่า (โดยทั่วไปอยู่ที่ 800-1,500 ก้อนต่อวัน) แต่ก็เป็นจุดเริ่มต้นที่เข้าถึงได้สำหรับผู้ประกอบการรายย่อยและผู้ผลิตเฉพาะทาง ความเรียบง่ายของเครื่องจักรส่งผลให้มีความต้องการในการบำรุงรักษาและต้นทุนการดำเนินงานที่ต่ำกว่า อย่างไรก็ตาม ความเร็วในการผลิตจะลดลงและความสม่ำเสมอของความหนาแน่นผลิตภัณฑ์รวมถึงความแม่นยำด้านมิติก็ด้อยกว่าระบบไฮดรอลิก
1.3 วัสดุศาสตร์และสูตรการผลิต
คุณภาพของอิฐบล็อกสำเร็จรูปขึ้นอยู่กับวัสดุที่เลือกและการออกแบบส่วนผสมเป็นอย่างมาก โดยอุปกรณ์การผลิตถูกออกแบบมาเพื่อประมวลผลคุณลักษณะเฉพาะของวัสดุนั้นๆ
- ข้อกำหนดวัตถุดิบที่เหมาะสมที่สุด:การผลิตอิฐบล็อกกลวงที่ประสบความสำเร็จจำเป็นต้องใช้วัสดุรวมที่ผ่านการคัดเกรดอย่างระมัดระวัง โดยมีขนาดอนุภาคอยู่ระหว่าง 0-6 มม. เส้นกราฟการกระจายตัวของวัสดุรวมต้องได้รับการปรับให้เหมาะสม เพื่อให้มั่นใจว่าวัสดุจะไหลเข้าไปในแม่พิมพ์ที่มีรูปทรงซับซ้อนได้อย่างราบรื่น ขณะเดียวกันก็สามารถอัดตัวได้ดีรอบแกนกลาง ปริมาณปูนซีเมนต์โดยทั่วไปจะอยู่ที่อัตราส่วนปูนซีเมนต์ต่อวัสดุรวมระหว่าง 1:6 ถึง 1:8 ขึ้นอยู่กับความต้องการความแข็งแรงในการรับแรงอัดที่กำหนด ส่วนปริมาณน้ำต้องควบคุมอย่างแม่นยำ โดยทั่วไปอยู่ที่ 8-12% ของน้ำหนักทั้งหมด เพื่อให้ได้การทำปฏิกิริยาไฮเดรชันที่เหมาะสม โดยไม่กระทบต่อคุณสมบัติการถอดแบบ
- เทคโนโลยีการแปรรูปวัสดุขั้นสูงการผลิตอิฐบล็อกแบบกลวงในระดับอุตสาหกรรมนั้นรวมถึงระบบการเตรียมวัสดุที่ทันสมัย โดยมักประกอบด้วยอุปกรณ์ผสมสูตรอัตโนมัติที่มีระบบชั่งน้ำหนักแม่นยำ เครื่องผสมแบบบังคับการกระทำที่ช่วยให้ปูนซีเมนต์กระจายตัวสม่ำเสมอทั่วทั้งมวลรวม และระบบควบคุมความชื้นที่รักษาอัตราส่วนน้ำต่อซีเมนต์ให้คงที่ บางระบบขั้นสูงยังรวมถึงการตรวจสอบความชื้นแบบทันทีพร้อมการชดเชยอัตโนมัติ ซึ่งมีความสำคัญต่อการรักษาคุณภาพผลิตภัณฑ์ให้สม่ำเสมอภายใต้สภาวะแวดล้อมที่เปลี่ยนแปลงไป
- การผสานสารเติมแต่งเฉพาะทางการผลิตอิฐบล็อกกลวงสมัยใหม่มักผสมสารเติมแต่งพิเศษเพื่อปรับปรุงคุณสมบัติเฉพาะของผลิตภัณฑ์ ซึ่งอาจรวมถึงสารลดน้ำเพื่อเพิ่มความสามารถในการทำงานโดยใช้น้ำน้อยลง สารเร่งการแข็งตัวเพื่อพัฒนาความแข็งแรงเริ่มต้นได้เร็วขึ้น และสารกันน้ำเพื่อความทนทานที่ดียิ่งขึ้น อุปกรณ์การผลิตต้องเข้ากันได้กับสารเติมแต่งเหล่านี้ โดยมีระบบการจ่ายสารที่สามารถฉีดผสมในสัดส่วนที่แม่นยำลงในส่วนผสม
1.4 ข้อได้เปรียบทางธุรกิจเชิงกลยุทธ์และการประยุกต์ใช้ในตลาด
การผลิตและการใช้ประโยชน์จากอิฐบล็อกกลวงที่ผลิตด้วยเครื่องจักร นำเสนอข้อได้เปรียบที่น่าสนใจตลอดห่วงโซ่คุณค่าของการก่อสร้าง
- ประโยชน์ด้านโครงสร้างและเศรษฐกิจ The strategic void configuration reduces weight by 25-40% compared to solid units, resulting in significant savings in transportation costs and structural foundation requirements. The air pockets within the bricks provide natural thermal insulation, potentially reducing heating and cooling energy consumption in finished buildings by 15-30%. Additionally, the reduced material volume per unit translates to direct material cost savings without compromising structural performance when designed according to engineering specifications.
- Environmental Impact and Sustainability Credentials: Hollow brick manufacturing represents a sustainable approach to construction through optimized material usage. The reduced cement content per unit directly lowers the carbon footprint associated with production. Furthermore, the thermal insulation properties contribute to energy efficiency throughout the building lifecycle. Manufacturing processes typically generate minimal waste, with most production scrap being recyclable back into the production stream.
- Construction Efficiency Advantages: The standardized dimensions and consistent quality of machine-made hollow bricks significantly improve construction efficiency. The uniform size reduces mortar consumption and enables faster laying rates compared to irregular or hand-made alternatives. The reduced weight decreases labor fatigue and handling time, while the predictable structural performance simplifies engineering calculations and quality control procedures.
1.5 Implementation Considerations and Commercial Planning
Successful integration of hollow brick manufacturing technology requires careful analysis of multiple commercial and operational factors.
- Market Analysis and Business Planning: Prior to investment, comprehensive market assessment should identify specific opportunities in local construction sectors. Analysis should consider competition from alternative materials, regulatory environment regarding hollow brick utilization in structural applications, and potential partnerships with construction firms and distributors. The business plan must clearly define target markets, whether focusing on residential construction, commercial projects, or specialized applications such as partition walls or fencing.
- Technical Implementation and Operational Planning: Site selection must consider adequate space for production equipment, raw material storage, and product curing. Infrastructure requirements include appropriate power supply, water access, and waste management systems. The implementation timeline must account for equipment procurement, foundation construction, installation, and operator training. For larger systems, planning should include phased commissioning to identify and resolve operational issues before full-scale production.
- Financial Analysis and Investment Planning: Comprehensive financial modeling must extend beyond initial equipment acquisition to include all aspects of operational costs. The analysis should project production costs based on local material and labor rates, identify break-even production volumes, and model cash flow requirements. Sensitivity analysis should examine impact of variables such as fluctuations in cement prices, changes in market demand, and potential regulatory changes affecting material specifications.
สรุป
Cement hollow brick making machinery represents a sophisticated convergence of mechanical engineering, materials science, and industrial automation. This technology enables manufacturers to produce building materials that simultaneously address structural requirements, economic constraints, and environmental considerations. The strategic advantages of hollow bricks—including reduced weight, improved thermal performance, and material efficiency—position them favorably within evolving construction methodologies focused on sustainability and cost-effectiveness. For commercial stakeholders, success in this sector requires thorough understanding of both the technical aspects of manufacturing and the market dynamics driving demand. With careful planning and strategic implementation, hollow brick manufacturing presents significant opportunities for growth and leadership in the competitive construction materials industry.
คำถามที่พบบ่อย (FAQ)
Q1: What are the key differences between manufacturing solid bricks versus hollow bricks?
A: The primary differences lie in mold design, compaction methodology, and material requirements. Hollow brick manufacturing requires more complex molds with core elements, precise vibration systems to ensure complete filling around cores, and carefully controlled material consistency to prevent web breakage. The production process typically operates at slightly slower cycle times to ensure proper formation of hollow sections, and requires more sophisticated handling systems to protect the green products before curing.
Q2: What compressive strength can be achieved with machine-produced hollow bricks?
A: Properly manufactured hollow bricks typically achieve compressive strengths ranging from 4-15 MPa (600-2,200 psi), depending on material配方, compaction pressure, and curing methods. Industrial-grade equipment with high-pressure compaction systems can produce bricks meeting ASTM C90 specifications for load-bearing units, with minimum compressive strengths of 13.1 MPa (1,900 psi) for individual units and 11.7 MPa (1,700 psi) for gross area.
Q3: How does the production output of hollow brick machines compare to solid brick equipment?
A: When comparing similarly sized and priced equipment, hollow brick production typically achieves 15-30% lower output in terms of units per hour due to more complex mold geometries and longer cycle requirements. However, when measured by volume of material processed or actual wall coverage area produced, the difference is less significant, typically in the range of 5-15% lower productivity.
Q4: What maintenance considerations are unique to hollow brick manufacturing equipment?
A: The core maintenance challenges involve mold integrity and core element preservation. The complex mold assemblies with core elements require regular inspection for wear and alignment. Maintenance schedules should include careful cleaning of core elements to prevent material buildup, inspection of web thickness consistency, and monitoring of ejection system alignment to prevent damage to freshly formed bricks. Hydraulic systems and vibration mechanisms require the same maintenance attention as solid brick equipment.
Q5: Can the same machine produce different sizes and patterns of hollow bricks?
A: Most modern hollow brick machines are designed with modular mold systems that allow for production of different brick sizes and void configurations. Changing brick specifications typically requires replacing the mold assembly and possibly adjusting compression parameters. Quick-change mold systems can reduce changeover time from several hours to under 30 minutes, while basic systems may require half a day or more for complete reconfiguration.
Q6: What are the specific power requirements for operating industrial-scale hollow brick machines?
A: Industrial hollow brick manufacturing systems typically require three-phase electrical power ranging from 25-75 kW, depending on production capacity and automation level. A medium-capacity system producing 5,000-8,000 bricks daily typically operates on 380-480V with 40-50 kW connected load. Specific requirements vary by manufacturer and should be verified during equipment selection, as inadequate power supply can significantly impact production efficiency and product quality.